
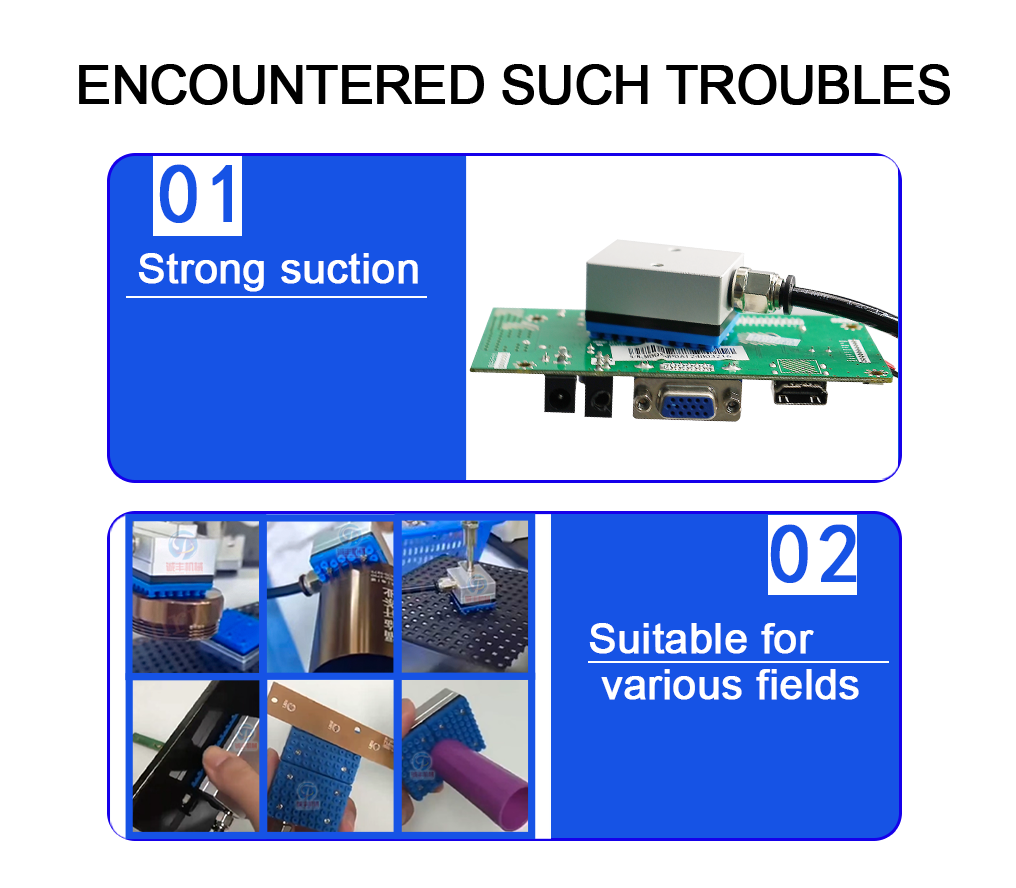
Dla producentów PCB nawet najmniejszy błąd w obsłudze może przerwać produkcję: zadrapana ścieżka miedziana, płyta porowata, która nie utrzymuje próżni, lub nieprawidłowo ustawiona zasysacz, która upuszcza giętą PCB o grubości 0,2 mm. Tradycyjne chwytaki próżniowe – z oddzielnymi zaworami, masywnymi ramami i jednym rozmiarem zasysaczy – często nasilają te problemy, prowadząc do wskaźnika odpadów na poziomie 8–12% i kosztownych przestojów linii.
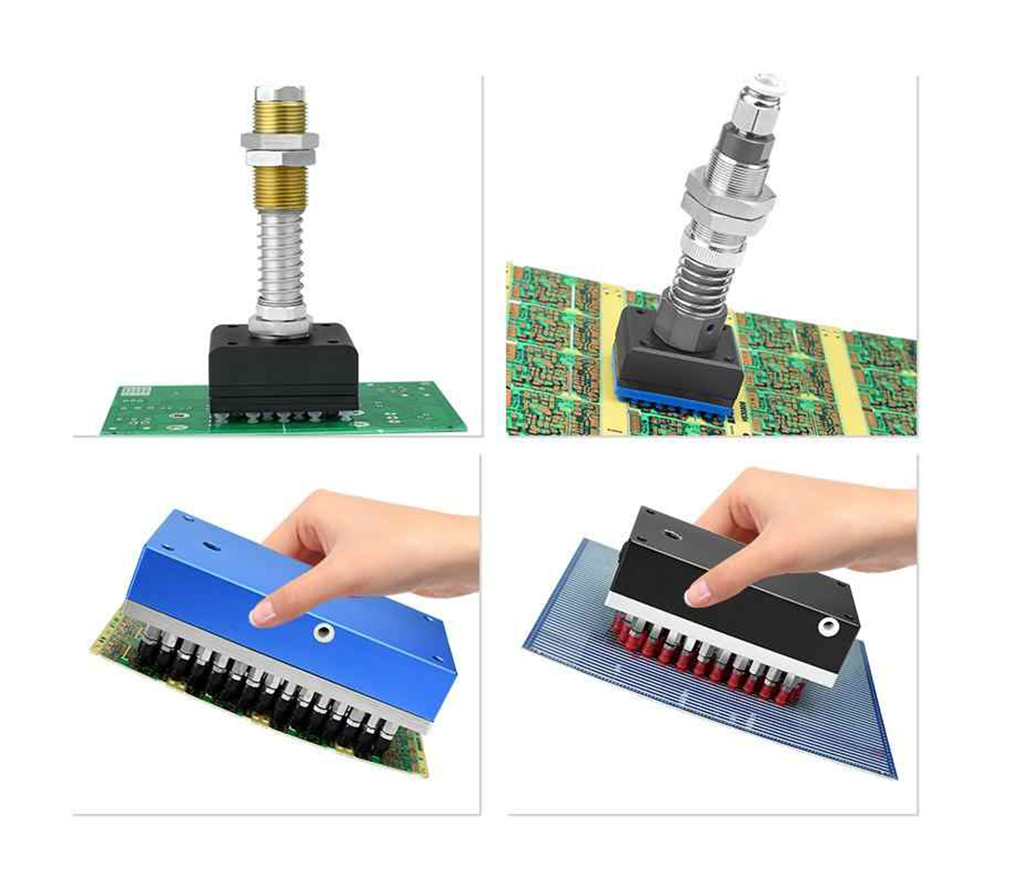
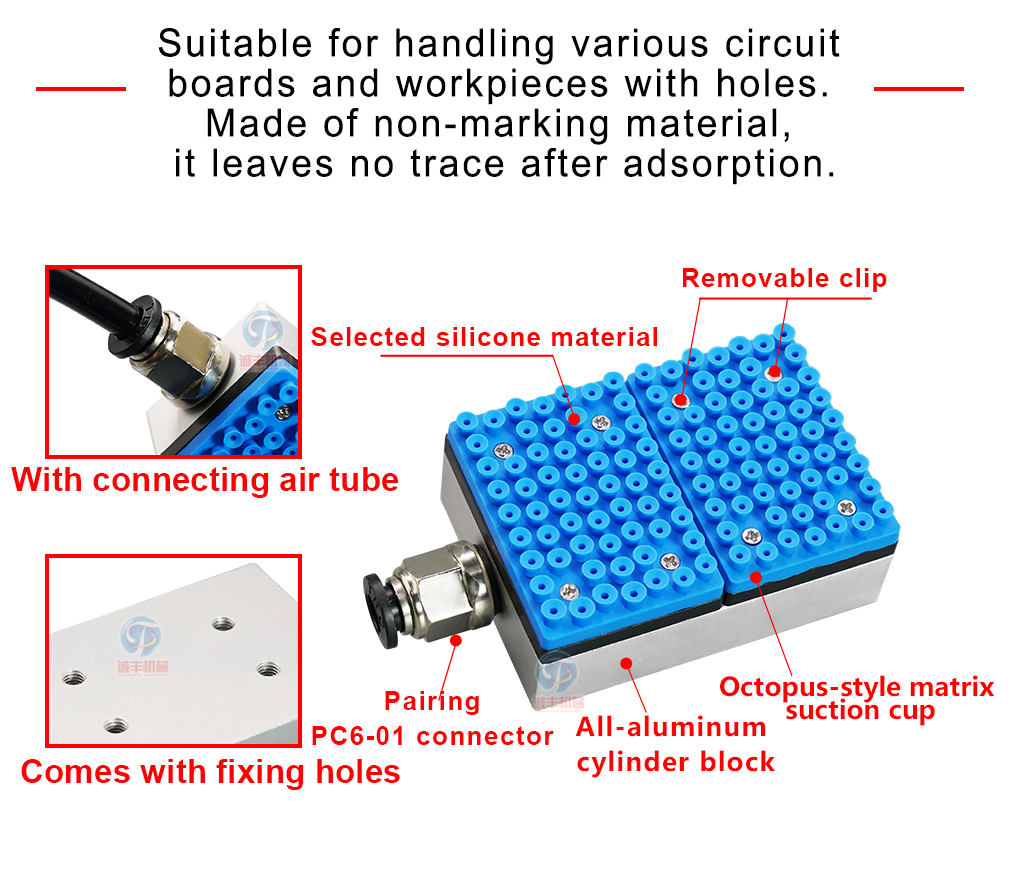
Dlatego stworzyliśmy nasz Zintegrowane zasysacze próżniowe do płytek PCB —kompleksowe rozwiązanie stworzone z myślą o unikalnych wyzwaniach związanych z obsługą PCB sztywnych, giętych i wielowarstwowych. W tym artykule omówimy, w jaki sposób jego kluczowe cechy – zawory kontrolne dla materiałów porowatych, zasysacze w układzie matrycowym, cylindry z aluminium oraz bezpieczny, niezadrapujący silikon – rozwiązują 5 głównych problemów związanych z obsługą PCB.

Problem 1: Utrata próżni na płytach PCB porowatych (np. płyty High-Density Interconnect)
Płyty HDI (High-Density Interconnect) oraz płyty z otworami termalnymi (0,1–0,3 mm) stanowią problem dla standardowych zaciskaczy próżniowych. Powietrze ucieka przez otwory, zmuszając do zwiększania ciśnienia próżniowego – co z kolei może prowadzić do wyginania płyty lub uszkadzania delikatnych elementów, takich jak układy SMD. Jeden z naszych klientów, producent płytek drukowanych do urządzeń medycznych, co miesiąc tracił 9% swoich płytek HDI z powodu upuszczania spowodowanego nieszczelnościami.
Rozwiązanie: Zintegrowane zawory zwrotne porowate
Nasze zaciskacze próżniowe są wyposażone w Specjalne zawory zwrotne porowate dla PCB które natychmiast uszczelniają komory poszczególnych zaciskaczy w momencie wykrycia powietrza. Każdy zaciskacz w matrycy działa niezależnie – jeśli jeden zaciskacz przykrywa otwór lub via, jego zawór zamyka się automatycznie, uniemożliwiając ucieczkę powietrza na całej powierzchni chwytaka. Nie ma również potrzeby stosowania zewnętrznych zaworów ani ręcznej regulacji ciśnienia: system dostosowuje się do gęstości otworów (od 5 do 20 otworów/cm²) w ciągu zaledwie 0,05 sekundy.
Klient z branży medycznej zastosowujący płytki PCB odniósł natychmiastowe rezultaty: w ciągu 2 tygodni zredukował odpady związane z wyciekami do 1,2%, oszczędzając 36 000 USD/miesiąc na kosztach materiałów.
Punkt bolesny 2: Zarysowania na powierzchni PCB (ścieżki miedziane, maski lutownicze)
Nawet miękkie gumowe zasysacze mogą pozostawiać ślady na maskach lutowniczych lub zarysować odsłonięte ścieżki miedziane, szczególnie przy manipulowaniu cienkimi PCB taśmowymi (o grubości 0,1–0,3 mm). Producent sprzętu elektronicznego, z którym współpracowaliśmy, poinformował nas, że odrzucał 7% płytek wyłącznie z powodu uszkodzeń estetycznych – w większości przypadków spowodowanych tarcie zasysaczy.
Rozwiązanie: Zasysacze z silikonu żywnościowego
Zastąpiliśmy standardową gumę na zasysacze z wyjątkowo miękkiego silikonu żywnościowego (Twardość Shore A 30) eliminująca uszkodzenia powierzchni. Odpowiednie dopasowanie tych misek do nierównych powierzchni PCB bez nadmiernego nacisku gwarantuje brak zarysowań na maskach lutowniczych czy miedzi. Miski wytrzymują również temperatury do 180°C, co czyni je bezpiecznym wyborem do procesów po lutowaniu (takich jak po piecach reflokowych), a także odpornieją na topnik i rozpuszczalniki do czyszczenia – w przeciwieństwie do gumowych misek, które twardnieją i ulegają degradacji już po 3 miesiącach użytkowania.
Po przejściu na nasze miski silikonowe, wskaźnik odpadów estetycznych u klienta z branży elektroniki konsumenckiej spadł do 0,8% – co oznacza 89% poprawę.
Punkt problemu 3: Nieprawidłowe dopasowanie i upuszczone PCB (zmienne rozmiary płytek)
Linie produkcyjne PCB często zmieniają rozmiary: jedna partia to sztywna płyta o wymiarach 100x150 mm, a kolejna to gięta płyta o wymiarach 50x80 mm. Standardowe zaciski wymagają ręcznego przestawiania misek, co zajmuje 2-3 minuty na każdą zmianę i zwiększa ryzyko nieprawidłowego dopasowania (oraz upuszczenia płytek). Dla producentów realizujących kilka partii dziennie, łącznie przekłada się to na godziny utraconej produktywności.
Naprawa: Ustawienie ssawek w stylu macierzowym
Nasz zintegrowany uchwyt charakteryzuje się macierz 4x6 z regulowanych foremek (średnica 12 mm każda), które eliminuje konieczność czasochłonnego przestawiania. Macierz obejmuje wielkości płytek od 50x50 mm do 200x300 mm, a ssawki blokują się na magnesowym podstawie w ciągu zaledwie 10 sekund – w porównaniu do 3 minut dla tradycyjnych uchwytów. Co więcej, projekt zapewnia dokładność pozycjonowania na poziomie 0,1 mm, co jest kluczowym elementem przy dopasowywaniu PCB do maszyn pick-and-place i unikaniu błędów lokalizacji.
Producent na zlecenie, który codziennie przetwarzał 8 różnych rozmiarów PCB, zauważył 95% skrócenie czasu przestojów: z 24 minut/dziennie do zaledwie 1,2 minuty, co pozwoliło operatorom skupić się na innych zadaniach.
Problem 4: Gromadne uchwyty blokujące linie automatyczne
Tradycyjne zaciski PCB łączą oddzielne pompy próżniowe, zawory i ramy, co powoduje, że są duże i nie mieszczą się w ciasnych miejscach – jak między piecami lutowiarkami a stanowiskami inspekcyjnymi. Jeden z producentów PCB w samochodach, z którym rozmawialiśmy, musiał przebudować całą linię, aby dopasować standardowy zacisk, co kosztowało 120 000 USD i opóźniło produkcję o 6 tygodni.
Rozwiązanie: Cylinder z aluminium stopowego
Stworzyliśmy rdzeń zacisku z lekkiego cylindra z aluminium stopowego (stop 6061-T6), aby rozwiązać problemy z przestrzenią i wagą. Materiał ten zmniejsza wagę o 40% w porównaniu z ramami stalowymi – 1,2 kg vs. 2 kg dla zacisku o wymiarach 200x300 mm – co czyni go kompatybilnym z małymi ramionami robotów, takimi jak Fanuc LR Mate 200iD. Cylinder aluminiowy integruje również kolektor próżniowy bezpośrednio w swojej strukturze, eliminując zewnętrzne węże czy zawory, które zatrują linie. Dodatkowo, odporny jest na korozję spowodowaną wilgocią fabryczną i chemikaliami czyszczącymi, posiada 5-letnią trwałość – dwa razy więcej niż ramy stalowe.
Klient z branży motoryzacyjnej całkowicie uniknął kosztownej przebudowy linii; obecnie może zamontować chwytak w przestrzeniach wąskich nawet do 150 mm, co pozwala utrzymać stabilny, zautomatyzowany proces produkcyjny.
Punkt Bolączy 5: Powolna reakcja podciśnienia (opóźnienia w produkcji)
Podczas obsługi szybkich linii PCB (30+ płytek/minutę), nawet 0,5-sekundowe opóźnienie aktywacji podciśnienia może powodować wąskie gardła. Standardowe chwytaki potrzebują 0,8–1 sekundy na wytworzenie ciśnienia – zbyt długo dla szybkich linii, które wymagają ciągłego przepływu. Producent płytek drukowanych do smartfonów poinformował nas, że to opóźnienie ograniczało prędkość linii do 32 płytek/minuta, znacznie poniżej celu wynoszącego 40.
Rozwiązanie: Zintegrowany system All-in-One
Łącząc zawory zwrotne, rurociąg próżniowy i złączki w jedną jednostkę, wyeliminowaliśmy ograniczenia przepływu powietrza, które spowalniają tradycyjne chwytaki. Wynikiem jest aktywacja próżni już po 0,15 sekundy – wystarczająco szybko, aby nadążyć za liniami o wydajności 45 płytek/minuta. Cylinder aluminiowy również odgrywa tutaj ważną rolę: skutecznie odprowadza ciepło, zapewniając brak spadku ciśnienia podczas ciągłej pracy, nawet po 8 godzinach nieprzerwanego użytkowania.
Po wdrożeniu naszego zintegrowanego chwytaka producent płytek PCB osiągnął i przekroczył swój cel – zwiększając prędkość linii o 25%, z 32 do 40 płytek/minuta, bez dodania minuty przestoju.
Jak wybrać odpowiedni zintegrowany próżniowy ząb do ssania dla swoich płytek PCB
Nie wszystkie PCB wymagają takiego samego rozwiązania transportowego — dowiedz się, jak dopasować nasz chwytak do Twoich konkretnych potrzeb. Dla PCB typu HDI lub porowatych wybierz modele z zaawansowanymi zaworami odpowietrzającymi, takie jak PCB-VAC-46P, które doskonale uszczelniają wycieki powietrza z przelotek. Jeśli pracujesz z PCB elastycznymi lub cienkimi (o grubości poniżej 0,3 mm), wybierz model z głowicami z żywnościowego silikonu i trybem niskiego ciśnienia, na przykład PCB-VAC-46S, aby chronić delikatne powierzchnie.
Dla linii, które codziennie zmieniają rozmiary PCB, idealny jest model PCB-VAC-46M — posiada układ głowic matrycowych z magnetycznymi zatrzaskami umożliwiającymi szybkie i beznarzędziowe przestawienie. Natomiast jeśli priorytetem jest produkcja wysokiej szybkości, PCB-VAC-46H oferuje najszybszą reakcję podciśnienia, zapewniając płynną pracę linii nawet przy najwyższych wymaganiach wydajnościowych.
Zobacz w działaniu: Poproś o bezpłatny test PCB
Nie musisz nam wierzyć na słowo — prześlij nam próbkę swojej najtrudniejszej płyty PCB (sztywnej, giętej lub porowatej), a my przetestujemy ją za pomocą naszej zintegrowanej wakuowej końcówki ssącej. Udostępnimy nagranie z testu oraz indywidualny raport efektywności, z którego dowiemy się, ile dokładnie odpadów i przestojów możesz zaoszczędzić zmieniając rozwiązanie.
„Kiedyś poświęcaliśmy 2 godziny/dobę na sortowanie zarysowanych lub upuszczonych płytek PCB. Teraz ten czas się skończył — dzięki kubkom silikonowym i zaworom zwrotnym. To pierwszy chwytak, który naprawdę „rozumie” sposób, w jaki należy obchodzić się z płytkami PCB.” — Mark Chen, kierownik produkcji u globalnego producenta PCB
Spis treści
- Problem 1: Utrata próżni na płytach PCB porowatych (np. płyty High-Density Interconnect)
- Punkt bolesny 2: Zarysowania na powierzchni PCB (ścieżki miedziane, maski lutownicze)
- Punkt problemu 3: Nieprawidłowe dopasowanie i upuszczone PCB (zmienne rozmiary płytek)
- Problem 4: Gromadne uchwyty blokujące linie automatyczne
- Punkt Bolączy 5: Powolna reakcja podciśnienia (opóźnienia w produkcji)
- Jak wybrać odpowiedni zintegrowany próżniowy ząb do ssania dla swoich płytek PCB
- Zobacz w działaniu: Poproś o bezpłatny test PCB