
Para los fabricantes de PCB, incluso el más pequeño error en la manipulación puede detener la producción: una pista de cobre rayada, una placa porosa que no mantiene el vacío o un venturi mal alineado que deja caer una PCB flexible de 0,2 mm de espesor. Los venturis tradicionales—con válvulas separadas, marcos voluminosos y venturis de tamaño único—suelen empeorar estos problemas, provocando tasas de desperdicio del 8 al 12 % y costosas interrupciones en la línea.
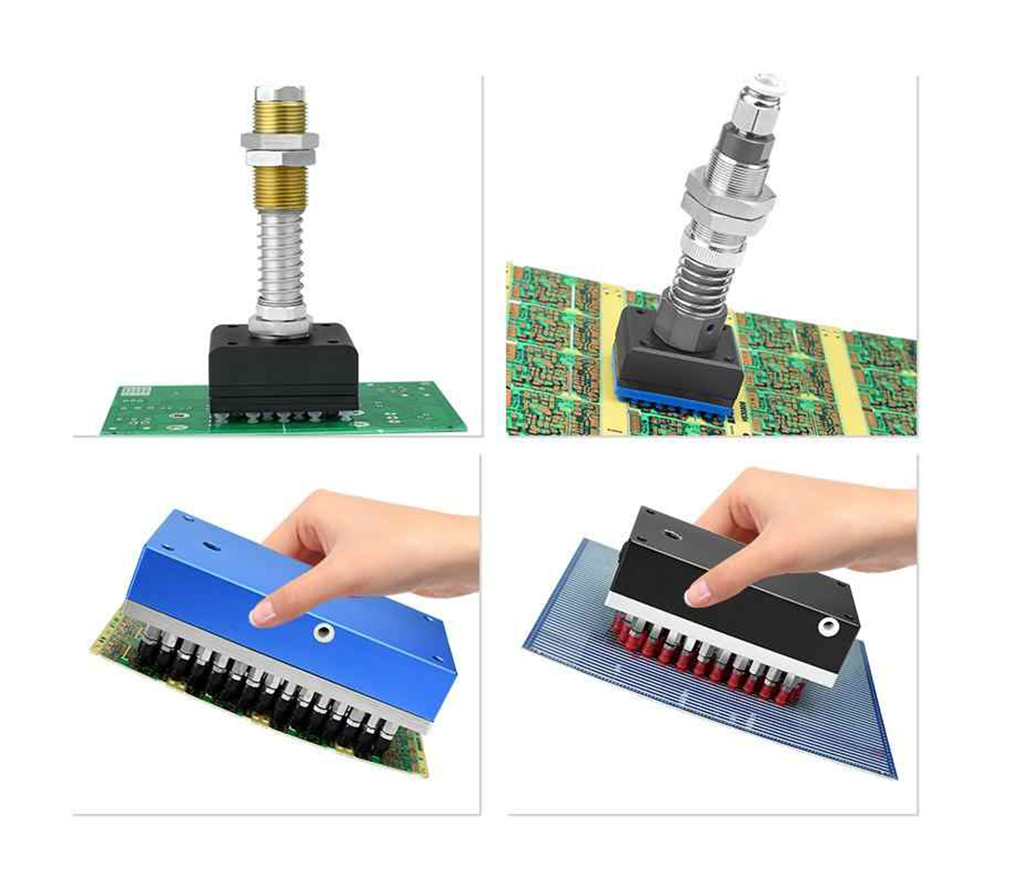
Por eso diseñamos nuestro Ventosas de vacío integradas para placas de circuito PCB —una solución integrada creada para afrontar los desafíos únicos en la manipulación de PCB rígidas, flexibles y multicapa. En este artículo explicaremos cómo sus características clave—válvulas de retención porosas, venturis en configuración matricial, cilindros de aleación de aluminio y silicona sin rayado—resuelven los 5 principales problemas en la manipulación de PCB.

Punto Crítico 1: Fugas de Vacío en PCB Porosas (p. ej., Tarjetas de Interconexión de Alta Densidad)
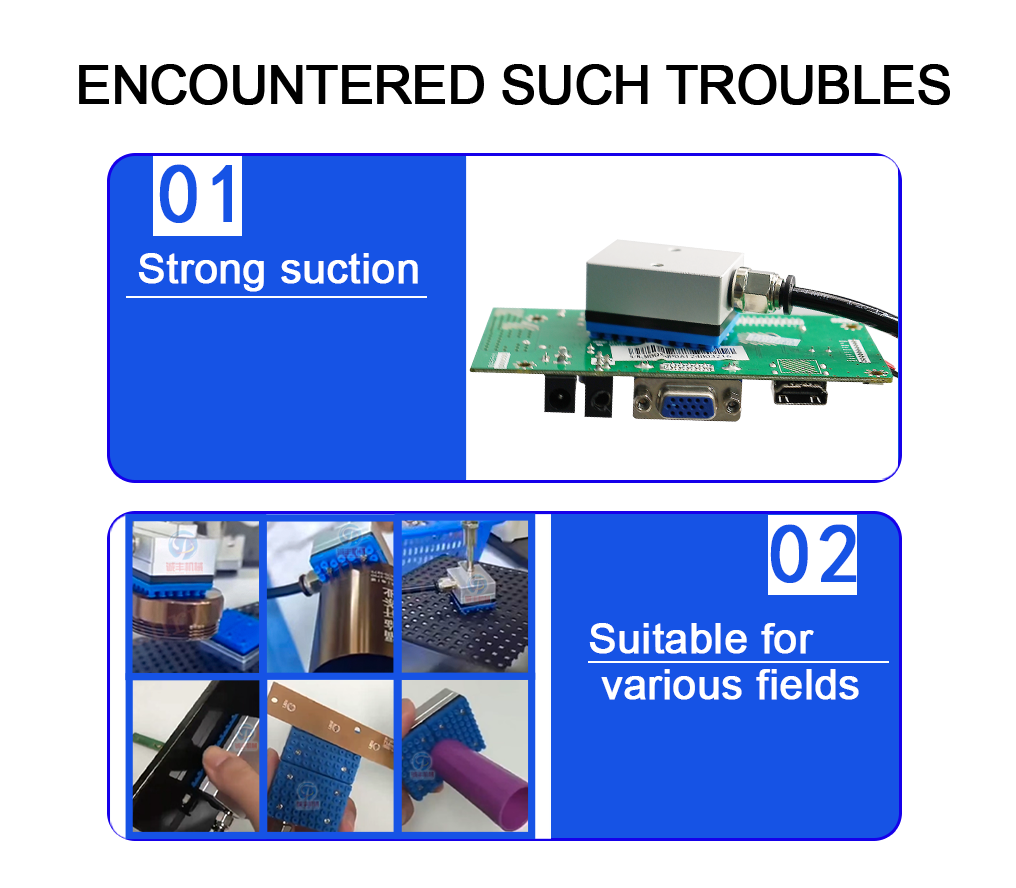
Las placas de circuito de interconexión de alta densidad (HDI) y las placas con vías térmicas (agujeros de 0.1-0.3 mm) son una pesadilla para ventosas estándar. El aire escapa a través de los poros, obligándole a aumentar la presión de vacío, lo que corre el riesgo de deformar la placa o dañar componentes delicados como los chips SMD. Uno de nuestros clientes, un fabricante de PCB para dispositivos médicos, perdía mensualmente el 9% de sus placas HDI debido a caídas relacionadas con fugas.
La solución: Válvulas de retención porosas integradas
Nuestras ventosas incluyen integradas Válvulas de retención porosas específicas para PCB que sellan cámaras individuales de cada ventosa en el momento en que se detecta aire. Cada ventosa en la matriz actúa como una unidad independiente: si una ventosa cubre una vía o agujero, su válvula de retención se cierra automáticamente, evitando que el aire fugue a través de todo el sistema de agarre. No es necesario utilizar válvulas externas ni ajustes manuales de presión: el sistema se adapta a la densidad de agujeros (desde 5 hasta 20 agujeros/cm²) en tan solo 0.05 segundos.
El cliente de PCB médicos obtuvo resultados inmediatos: redujo los residuos relacionados con fugas al 1,2% en 2 semanas, ahorrando $36.000/mes en costos de materiales.
Punto de dolor 2: Rayones en las superficies de PCB (trazas de cobre, máscaras de soldadura)
Incluso las ventosas de goma suave pueden dejar marcas en las máscaras de soldadura o rayar las trazas de cobre expuestas, especialmente al manipular PCB flexibles delgados (de 0,1 a 0,3 mm de grosor). Un fabricante de electrónica de consumo con el que trabajamos nos dijo que estaban rechazando el 7% de las tarjetas únicamente por daños cosméticos, la mayoría causados por fricción de las ventosas.
La solución: Ventosas de silicona aptas para uso alimentario
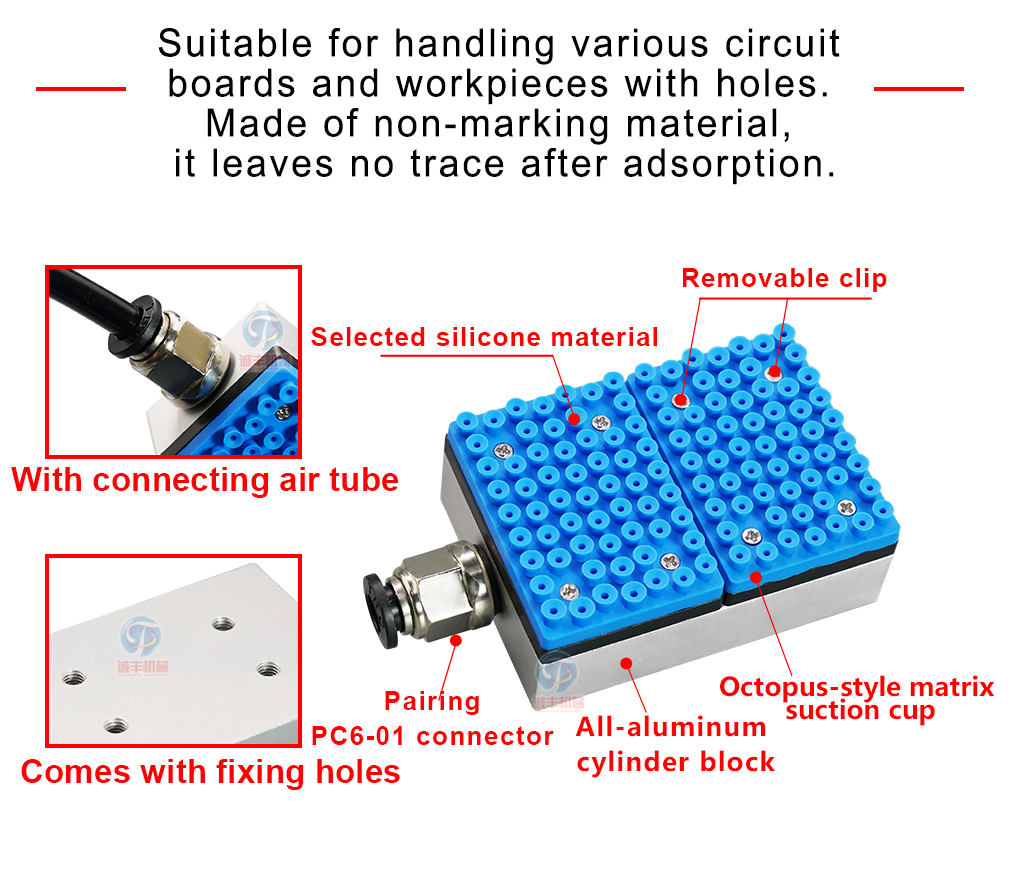
Reemplazamos la goma estándar por copas de silicona ultra suaves, aptas para uso alimentario (Dureza Shore A 30) para eliminar daños superficiales. Estos copos se adaptan a superficies de PCB irregulares sin aplicar presión excesiva, asegurando que no haya rayones en las máscaras de soldadura ni en el cobre. También resisten temperaturas hasta 180°C, lo que los hace seguros para manipulación posterior a la soldadura (como después de hornos de reflujo), y resisten la acción del flux y solventes de limpieza, a diferencia de los copos de hule que se endurecen y degradan tras solo 3 meses de uso.
Tras cambiar a nuestros copos de silicona, la tasa de desperdicio cosmético del cliente de electrónica de consumo bajó a 0.8%: una mejora del 89%.
Punto de Dolor 3: Desalineación y caídas de PCB (Tamaños Variables de Tarjetas)
Las líneas de producción de PCB frecuentemente cambian entre distintos tamaños: una tarjeta rígida de 100x150 mm en un lote, una tarjeta flexible de 50x80 mm en el siguiente. Los agarres estándar requieren reposicionamiento manual de los copos, lo cual toma de 2 a 3 minutos por cambio y aumenta el riesgo de desalineación (y caídas de tarjetas). Para fabricantes que manejan múltiples lotes diariamente, esto representa horas perdidas de productividad.
La solución: Diseño de ventosa estilo matriz
Nuestro gripper integrado cuenta con una 4x6 con vasos ajustables (12 mm de diámetro cada una) que elimina la necesidad de reposicionamientos laboriosos. La matriz cubre tamaños de placa desde 50x50 mm hasta 200x300 mm, y las ventosas se fijan en su lugar mediante una base magnética en tan solo 10 segundos, en comparación con los 3 minutos que requieren los grippers tradicionales. Además, el diseño mantiene una precisión de posicionamiento de 0,1 mm, un detalle clave para alinear PCBs con máquinas de colocación automática y evitar errores de posicionamiento.
Un fabricante por contrato que maneja 8 tamaños diferentes de PCBs diariamente logró una reducción del 95% en el tiempo de cambio: de 24 minutos/día a solo 1,2 minutos, liberando a los operadores para enfocarse en otras tareas.
Punto crítico 4: Grippers voluminosos que bloquean las líneas automatizadas
Los pinzas tradicionales para PCB combinan bombas de vacío separadas, válvulas y marcos, lo que resulta en un diseño voluminoso que no cabe en espacios reducidos, como entre hornos de reflujo y estaciones de inspección. Un fabricante automotriz de PCB con el que hablamos tuvo que rediseñar toda su línea para acomodar una pinza estándar, un proyecto que costó 120 000 dólares y retrasó la producción durante 6 semanas.
La Solución: Cuerpo del Cilindro de Aleación de Aluminio
Construimos el núcleo de la pinza con un cilindro de aleación de aluminio ligero (grado 6061-T6) para resolver los problemas de espacio y peso. Este material reduce el peso en un 40 % en comparación con los marcos de acero: 1,2 kg frente a 2 kg para una pinza de 200x300 mm, lo que la hace compatible con brazos robóticos pequeños como el Fanuc LR Mate 200iD. El cilindro de aluminio también integra el colector de vacío directamente en su estructura, eliminando las mangueras o válvulas externas que generan desorden en las líneas. Además, resiste la corrosión causada por la humedad y los productos químicos de limpieza en la fábrica, con una vida útil de 5 años, el doble que los marcos de acero.
El cliente del sector automotriz evitó por completo un costoso rediseño de línea; ahora, pueden instalar la pinza en espacios tan estrechos como 150 mm, manteniendo su flujo de trabajo automatizado en marcha.
Punto Crítico 5: Respuesta Lenta del Vacío (Retrasa la Producción)
Al manipular líneas de PCB de alta velocidad (más de 30 placas/minuto), incluso un retraso de 0.5 segundos en la activación del vacío puede causar cuellos de botella. Las pinzas estándar tardan entre 0.8 y 1 segundo en generar presión, demasiado lento para líneas rápidas que dependen de una producción constante. Un fabricante de PCB para teléfonos inteligentes nos indicó que este retraso limitaba su velocidad a 32 placas/minuto, bastante por debajo de su meta de 40.
La Solución: Integración Todo en Uno
Al combinar válvulas de retención, el colector de vacío y las ventosas en una sola unidad, eliminamos las restricciones en el flujo de aire que ralentizan a los prensadores tradicionales. El resultado es una activación al vacío en tan solo 0.15 segundos, suficientemente rápida para mantenerse al ritmo de líneas de 45 tableros/minuto. El cilindro de aluminio también cumple una función importante aquí: disipa el calor eficientemente, garantizando que no haya caídas de presión durante su uso continuo, incluso después de 8 horas ininterrumpidas de operación.
Tras implementar nuestro prensador integrado, el fabricante de PCBs para teléfonos inteligentes alcanzó e incluso superó su meta, incrementando la velocidad de la línea en un 25%, de 32 a 40 tableros/minuto, sin añadir ni un minuto adicional de tiempo de inactividad.
Cómo Elegir la Ventosa de Vacío Integrada Correcta para Tus PCBs
No todos los PCB requieren la misma solución de manipulación: aquí te explicamos cómo elegir el modelo adecuado según tus necesidades específicas. Para PCB de alta densidad interconectada (HDI) o PCB porosos, prioriza modelos con válvulas de control porosas avanzadas, como nuestro modelo PCB-VAC-46P, que destaca por su capacidad de sellado de fugas de aire provenientes de los vias. Si trabajas con PCB flexibles o delgados (con un grosor menor a 0.3 mm), elige un modelo con ventosas de silicona aptas para uso alimentario y modo de baja presión, como el PCB-VAC-46S, para proteger superficies delicadas.
Para líneas que cambian diariamente entre varios tamaños de PCB, el PCB-VAC-46M es ideal: cuenta con una disposición matricial de ventosas y cierres magnéticos para reconfiguración rápida y sin herramientas. Y si tu prioridad es la producción a alta velocidad, el PCB-VAC-46H ofrece la respuesta de vacío más rápida, asegurando que tu línea cumpla incluso los objetivos de producción más exigentes.
Véalo en Acción: Solicite una Prueba Gratuita con su PCB
No solo tiene que creernos—envíenos una muestra de su PCB más complicado (rígido, flexible o poroso) y lo probaremos con nuestra ventosa de vacío integrada. Le compartiremos un video de la prueba, junto con un informe personalizado de eficiencia que mostrará exactamente cuánto desperdicio y tiempo de inactividad podría ahorrar al cambiar.
“Antes pasábamos 2 horas/día clasificando PCBs rayados o caídos. Ahora, ese tiempo desapareció—gracias a las ventosas de silicona y las válvulas de retención. Es el primer prensor que realmente 'entiende' la manipulación de PCBs.” — Mark Chen, Gerente de Producción en un fabricante global de PCBs
Índice
- Punto Crítico 1: Fugas de Vacío en PCB Porosas (p. ej., Tarjetas de Interconexión de Alta Densidad)
- Punto de dolor 2: Rayones en las superficies de PCB (trazas de cobre, máscaras de soldadura)
- Punto de Dolor 3: Desalineación y caídas de PCB (Tamaños Variables de Tarjetas)
- Punto crítico 4: Grippers voluminosos que bloquean las líneas automatizadas
- Punto Crítico 5: Respuesta Lenta del Vacío (Retrasa la Producción)
- Cómo Elegir la Ventosa de Vacío Integrada Correcta para Tus PCBs
- Véalo en Acción: Solicite una Prueba Gratuita con su PCB