
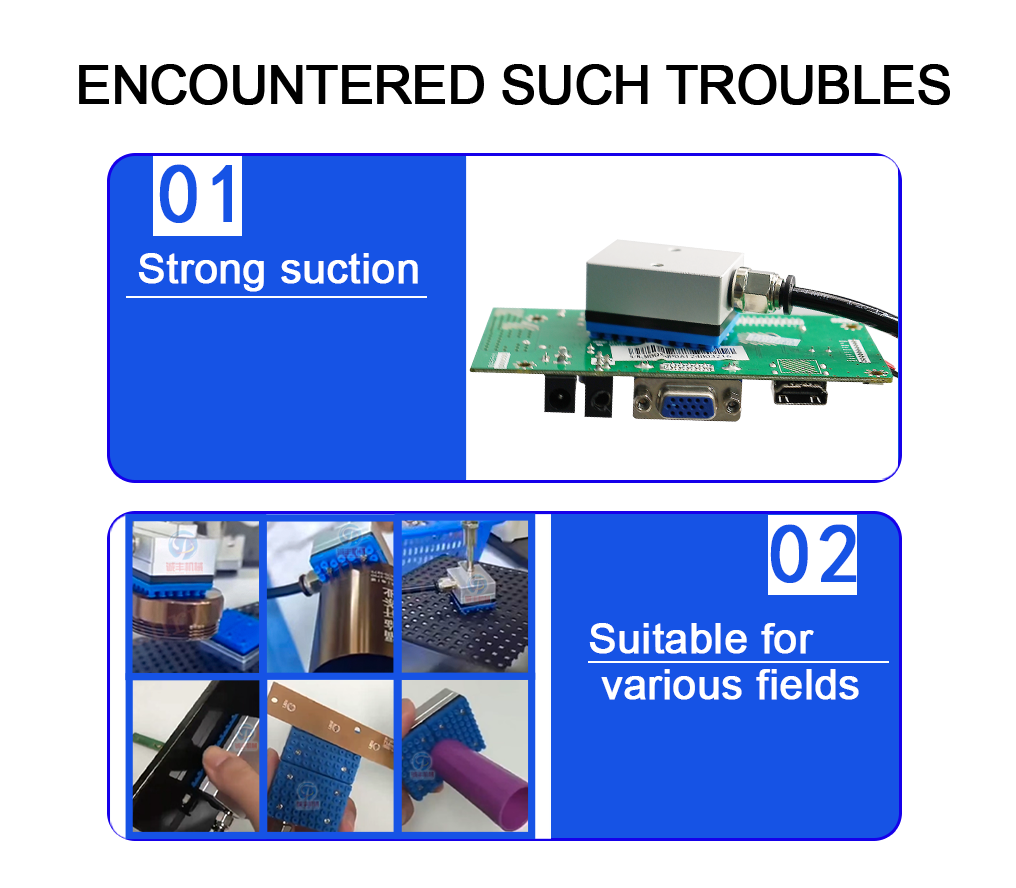
För PCB-tillverkare kan även den minsta hanteringsmiss produktionen: en repad kopparbana, en porös platta som inte håller sug eller en felplacerad sugkopp som tappar en 0,2 mm tunn flex-PCB. Traditionella sugtaggare – med separata ventiler, klumpiga rammar och enstorlekskopper – förvärrar ofta dessa problem, vilket leder till 8–12 % spill och kostsam line nedetid.
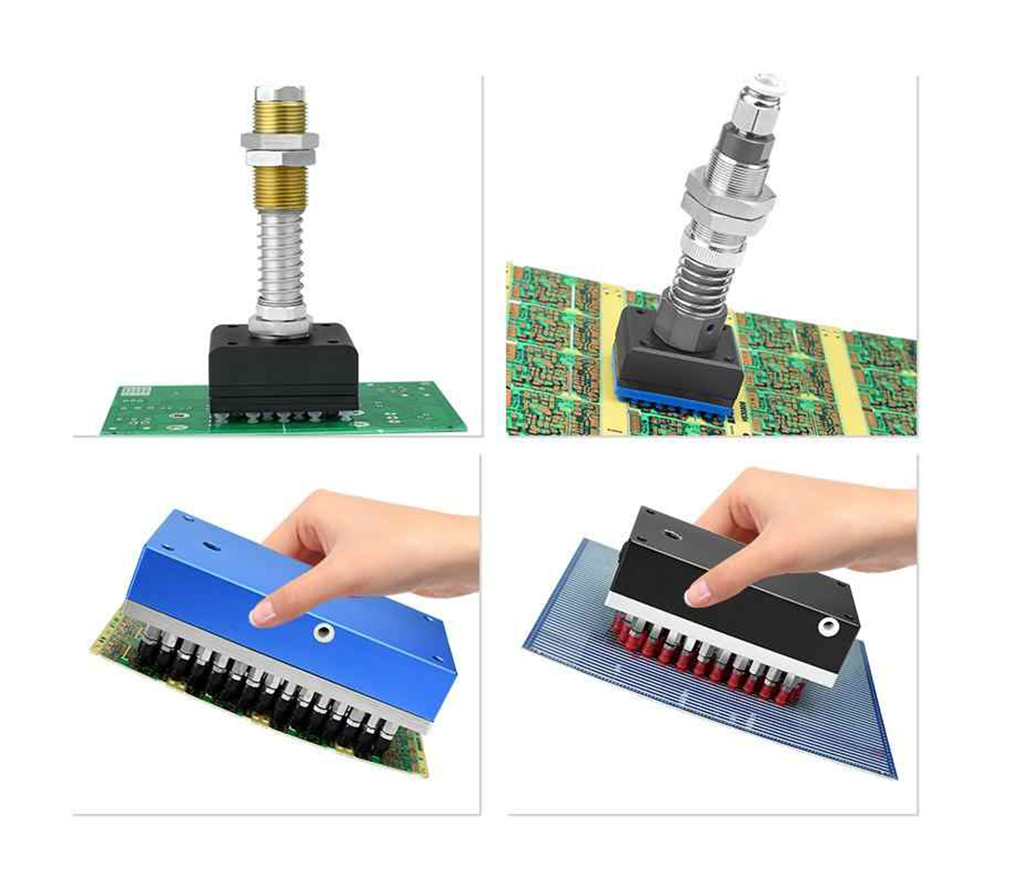
Därför har vi utformat vår PCB-kretskort med integrerade sugkåpor – en komplett lösning byggd för de unika utmaningarna med att hantera stela, flexibla och flerlager PCB:er. I denna blogg går vi igenom hur dess nyckelfunktioner – porösa backventiler, matrisstilskoppor, cylinder av aluminiumlegering och skrapfri silikon – löser de fem vanligaste problemen vid PCB-hantering.

Problem 1: Vakuumläckage på porösa PCB:er (t.ex. högdensitetsanslutningskort)
HDI-pcbs (högdensitetsanslutna kretskort) och kort med termiska via (0,1–0,3 mm hål) är en mardröm för vanliga sugkåpor. Luft läcker ut genom porerna, vilket tvingar dig att öka vakuumtrycket – något som kan riskera att kortskenan blir krokig eller att känsliga komponenter som SMD-kretsar skadas. En av våra kunder, som tillverkar pcbs till medicinska apparater, tappade bort 9 % av sina HDI-kort varje månad på grund av läckage.
Lösningen: Integrerade porösa backventiler
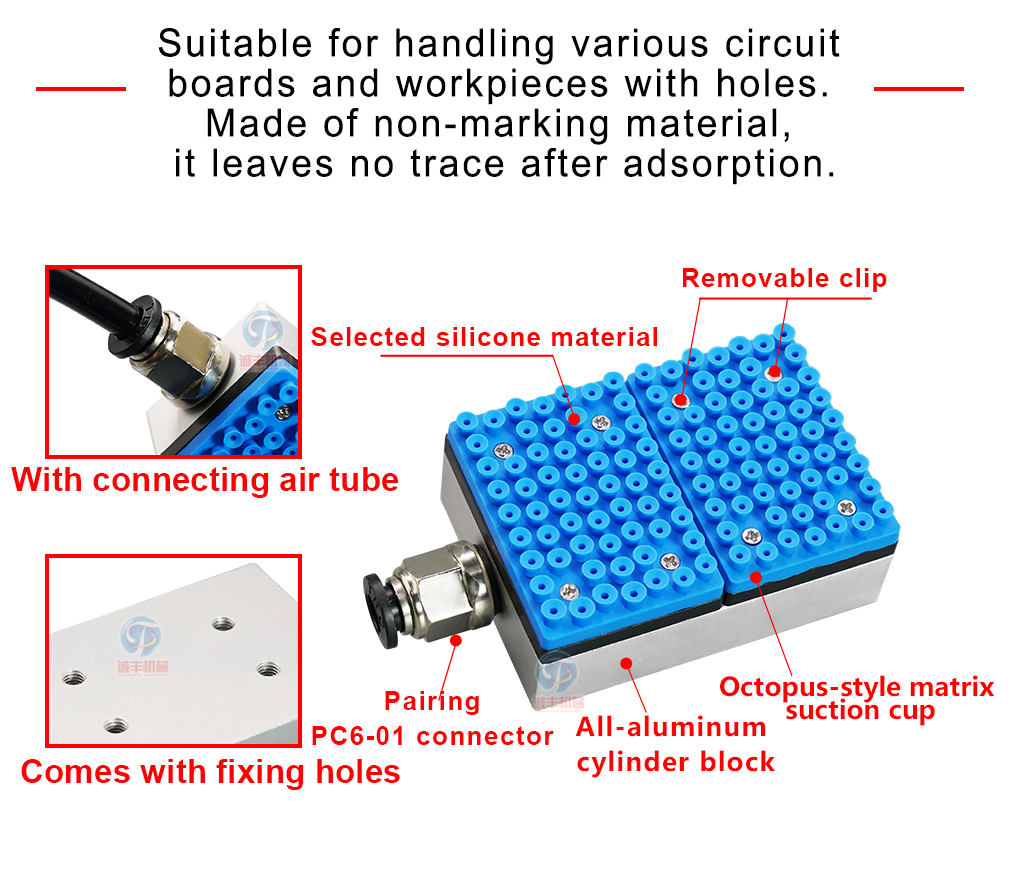
Våra sugkåpor innehåller inbyggda Porösa backventiler för kretskort som täter de enskilda kammarna i varje sugkopp i samma ögonblick som luft upptäcks. Varje sugkopp i matrisen fungerar som en egen enhet – om en sugkopp täcker en via eller ett hål stängs backventilen automatiskt, vilket förhindrar att luft läcker ut över hela greppet. Det behövs varken externa ventiler eller manuella tryckjusteringar: systemet anpassar sig till håltätheten (5–20 hål/cm²) på bara 0,05 sekunder.
Kunden inom medicinsk PCB såg omedelbara resultat: de minskade spillrelaterad skräp till 1,2 % inom två veckor och sparade 36 000 USD/månad i materialkostnader.
Smärt punkt 2: Skråmor på PCB-ytor (kopparbanor, lödlacker)
Även blötgummi sugerör kan lämna märken på lödlack eller skrapa exponerade kopparbanor, särskilt vid hantering av tunna flex-PCB (0,1-0,3 mm tjocka). En konsumentelektroniktillverkare vi samarbetade med berättade att de avvisade 7 % av korten enbart på grund av kosmetiska skador – mest av allt från sugrörtraktion.
Fixen: Livsmedelsanpassade silikongummi sugerör
Vi ersatte standardgummi med extra mjuka, livsmedelsanpassade silikongummi sugerör (Hårdhet Shore A 30) för att eliminera ytskador. Dessa koppar anpassar sig till ojämna PCB-ytor utan att utöva excesivt tryck, vilket säkerställer att lödlacker och koppar inte blir repade. De tål också temperaturer upp till 180°C, vilket gör dem säkra att använda vid hantering efter lödning (såsom efter reflowugnar), och de motstår flussmedel och rengöringslösningsmedel, till skillnad från gummikoppar som förhårdnar och försämras efter bara 3 månaders användning.
Efter byte till våra silikonkoppar sjönk kundens kassationsgrad för kosmetiska skador till 0,8 % – en förbättring med 89 %.
Problempunkt 3: Felriktning & fallna PCB:ar (Variabla kortstorlekar)
PCB-produktionslinjer växlar ofta mellan olika storlekar: en 100x150 mm stel platta i en batch, en 50x80 mm flexibel platta i nästa. Standardgreppkloar kräver manuell ompositionering av kopparna, vilket tar 2-3 minuter per byte och ökar risken för felriktning (och fallna plattor). För tillverkare som kör flera batchar per dag adderas detta till timmar av förlorad produktivitet.
Fixet: Matrisformat med sugkoppar
Vårt integrerade greppsystem har en 4x6-rutnät med justerbara koppar (12 mm i diameter vardera) som eliminerar behovet av tidskrävande omplacering. Matrisen täcker plattstorlekar från 50x50 mm till 200x300 mm, och sugkopparna låser på plats via en magnetisk bas i bara 10 sekunder – jämfört med 3 minuter för traditionella greppsystem. Dessutom upprätthåller designen en positionsnoggrannhet på 0,1 mm, en kritisk detalj för att rikta in PCB-kort med pick-and-place-maskiner och undvika felplacering.
En kontraktstillverkare som använde 8 olika PCB-storlekar per dag uppnådde en 95 % minskning av bytestid: från 24 minuter/dag till endast 1,2 minuter, vilket frigjorde operatörer att fokusera på andra uppgifter.
Problem 4: Klumpiga greppsystem som blockerar automatiserade produktionslinjer
Traditionella PCB-greppare kombinerar separata vakuumledningar, ventiler och ramverk, vilket resulterar i en klumpig design som inte kan passa i trånga utrymmen - såsom mellan reflowugnar och inspektionsstationer. En tillverkare av PCB-plattor inom bilindustrin som vi talade med tvingades omprojektera hela produktionslinjen för att anpassa den till en standardgreppare, ett projekt som kostade 120 000 USD och försenade produktionen med 6 veckor.
Lösningen: Cylinderkropp i aluminiumlegering
Vi konstruerade grepparens kärna med en lättviktscylinder i aluminiumlegering (6061-T6-kvalitet) för att lösa problem med plats och vikt. Detta material minskar vikten med 40 % jämfört med stålramar – 1,2 kg jämfört med 2 kg för en greppare på 200x300 mm – vilket gör den kompatibel med små robotarmar såsom Fanuc LR Mate 200iD. Aluminiumcylindern integrerar också vakuumledningen direkt i sin struktur, vilket eliminerar externa slangar eller ventiler som skapar oordning på produktionslinjen. Dessutom motstår den korrosion från fabrikens fuktighet och rengöringskemikalier och har en livslängd på 5 år – dubbelt så lång som stålramar.
Bilindustritappen undvek helt en kostsam omkonstruktion av linjen; nu monterar de gripper i utrymmen så smala som 150 mm och behåller sin automatiserade arbetsflödesbana.
Smärt punkt 5: Långsam vakuumrespons (säger produktionen)
Vid hantering av höghastighets-PCB-linjer (30+ kort/minut) kan till och med en 0,5 sekunders fördröjning i vakuumaktivering orsaka flaskhalsar. Standardgripprar behöver 0,8-1 sekund för att bygga upp tryck – för långsamt för snabba linjer som är beroende av konsekvent kapacitet. En tillverkare av smartphone-PCB berättade att denna fördröjning begränsade deras linjehastighet till 32 kort/minut, långt under deras mål om 40.
Lösningen: Allt-i-ett-integration
Genom att kombinera backventiler, vakuumfördelningsrör och sugkärl i en enda enhet eliminerade vi de begränsningar i luftflödet som saktar ner traditionella greppare. Resultatet är vakuumaktivering redan efter 0,15 sekunder – tillräckligt snabbt för att klara 45 plattor/minut. Aluminiumcylindern spelar också en roll här: den avger värme effektivt och säkerställer att trycket inte sjunker under kontinuerlig användning, även efter 8 timmars obrottet drift.
Efter att ha implementerat vår integrerade greppare nådde tillverkaren av smartphones kretskort sitt mål – och gått förbi det, ökade linjens hastighet med 25 %, från 32 till 40 plattor/minut, utan att lägga till en enda minut av driftstopp.
Hur man väljer rätt integrerad vakuumsugkärl för dina kretskort
Alla PCB-kort kräver inte samma hanteringslösning – här är hur du anpassar vår greppare efter dina specifika behov. För HDI eller porösa PCB-kort, välj modeller med avancerade porösa backventiler, såsom vår PCB-VAC-46P, som är utmärkt på att täta luftläckor från viahål. Om du arbetar med flexibla eller tunna PCB-kort (tunnare än 0,3 mm), välj en modell med livsmedelsanpassade silikonmuggar och lägsta tryckläge, såsom PCB-VAC-46S, för att skydda känsliga ytor.
För produktionslinjer som växlar mellan flera PCB-storlekar dagligen är PCB-VAC-46M idealisk – den har en matrislayout med magnetiska lås för snabb ompositionering utan verktyg. Och om höghastighetsproduktion är din prioritet, så säkerställer PCB-VAC-46H den snabbaste vakuumresponsen, vilket gör att din linje klarar även de mest krävande produktionsmål.
Se det i praktiken: Begär en gratis PCB-test
Tro inte bara på våra ord – skicka oss ett prov av din mest komplicerade PCB (styv, flexibel eller porös), så testar vi den med vår integrerade vakuumgreppmugg. Vi kommer att dela en video av testet, tillsammans med en anpassad effektrapport som visar exakt hur mycket spill och driftstopp du kan spara genom att byta.
“Vi använde att lägga 2 timmar/dag på att sortera skrapade eller tappade PCB:ar. Nu? Den tiden är borta – tack vare silikonmuggarna och backventilerna. Det är den första grepparen som faktiskt 'förstår' PCB-hantering.” — Mark Chen, produktionschef hos en global PCB-tillverkare
Innehållsförteckning
- Problem 1: Vakuumläckage på porösa PCB:er (t.ex. högdensitetsanslutningskort)
- Smärt punkt 2: Skråmor på PCB-ytor (kopparbanor, lödlacker)
- Problempunkt 3: Felriktning & fallna PCB:ar (Variabla kortstorlekar)
- Problem 4: Klumpiga greppsystem som blockerar automatiserade produktionslinjer
- Smärt punkt 5: Långsam vakuumrespons (säger produktionen)
- Hur man väljer rätt integrerad vakuumsugkärl för dina kretskort
- Se det i praktiken: Begär en gratis PCB-test