
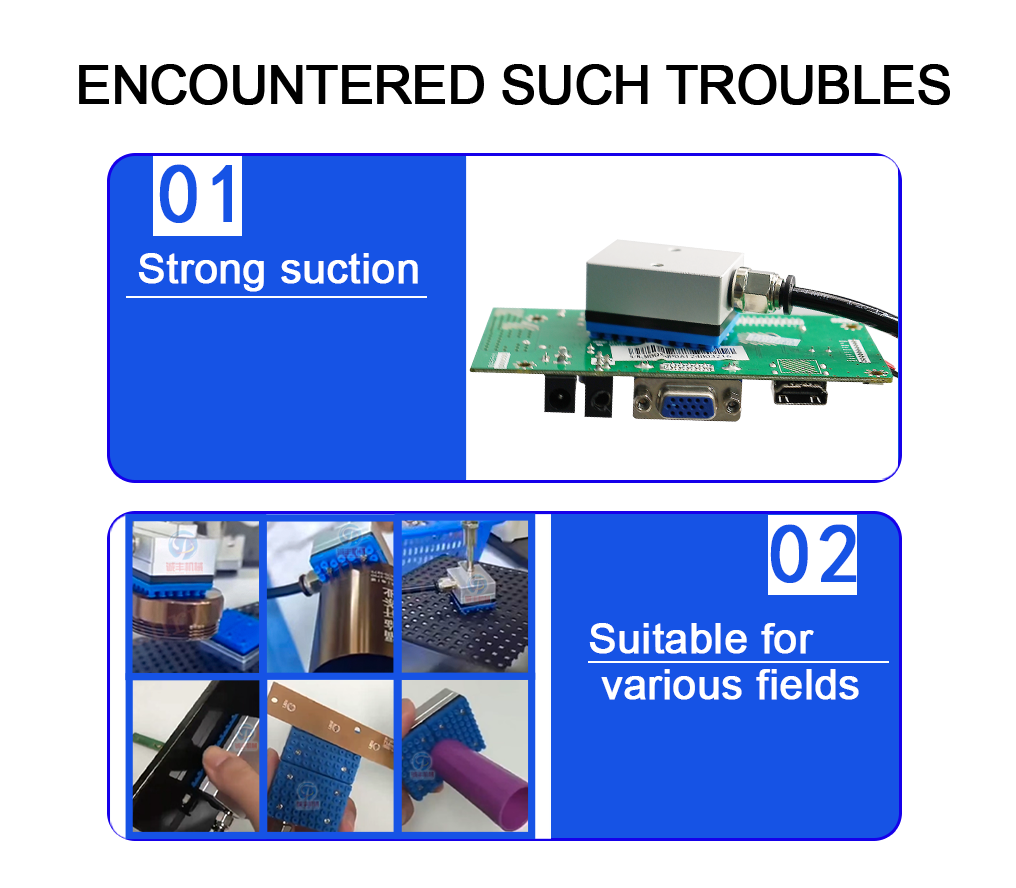
For PCB-produsenter kan selv den minste håndteringsfeilen føre produksjonen i stillestand: en skrapt kobberbane, et porøst bord som ikke holder vakuum, eller en misjustert sugesnabel som slipper et 0,2 mm tynt fleks-PCB. Tradisjonelle vakuumgrep med separate ventiler, kronglete rammer og en-størrelse-passer-alle sugesnabler gjør ofte problemene verre, noe som fører til 8–12 % avfall og kostbar linjestopp.
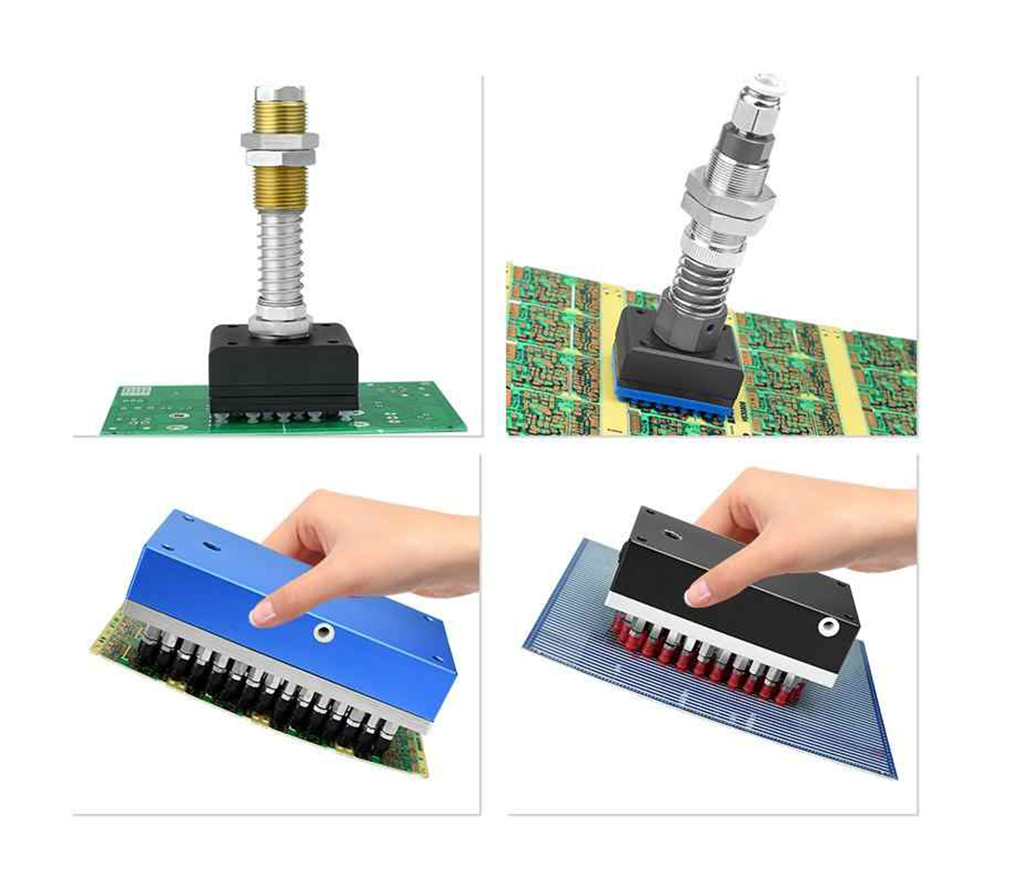
Derfor utformet vi vår PCB-kretskort med integrerte vakuum sugesopper – en alt-i-ett-løsning bygget for de unike utfordringene ved håndtering av stive, fleksible og flerlags PCB-er. I denne bloggen går vi gjennom hvordan de viktigste funksjonene – porøse sjekkventiler, matrise-stil sugesnabler, aluminiumslegger sylindre og skrapefri silikon – løser de fem viktigste problemene ved PCB-håndtering.

Problem 1: Vakuumlekkasje på porøse PCB-er (f.eks. høydensitetsinterkoblingskort)
HDI-PCB-er og kort med termiske viaer (0,1–0,3 mm hull) er en mareritt for vanlige sugkopper. Luft lekker ut gjennom porene, noe som tvinger deg til å øke vakuumtrykket – og det kan risikere å forringe kortet eller skade sårbare komponenter som SMD-kretser. En av våre kunder, en produsent av PCB til medisinsk utstyr, mistet 9 % av HDI-kortene sine hver måned på grunn av lekkasjer.
Løsningen: Integrerte porøse sperreventiler
Våre sugkopper har innebygde Porøse sperreventiler for PCB som lukker individuelle kamre i koppen øyeblikkelig luft blir registrert. Hver kopp i matrisen fungerer som en uavhengig enhet – hvis en kopp dekker en via eller et hull, lukker sperreventilen automatisk og hindrer luft i å lekke gjennom hele gripeverktøyet. Det er heller ingen nødvendighet for eksterne ventiler eller manuelle trykkjusteringer: systemet tilpasser seg hulltetthet (fra 5–20 hull/cm²) på bare 0,05 sekunder.
Den medisinske PCB-kunden så umiddelbare resultater: de klarte å kutte lekkasjirelatert søppel til 1,2 % innen 2 uker, og sparte $36 000/måned i materialkostnader.
Problemområde 2: Kratser på PCB-overflater (kobberbaner, loddmasker)
Aldri så myke gummisuger kan etterlate merker på loddmasker eller skrape av eksponerte kobberbaner, spesielt ved håndtering av tynne fleks-PCB-er (0,1–0,3 mm tykkelse). En produsent av konsumentelektronikk vi har samarbeidet med fortalte oss at de kastet bort 7 % av platene bare på grunn av kosmetiske skader – mesteparten skyldtes friksjon fra sugerør.
Løsningen: Sugerør i matkvalitetsilikon
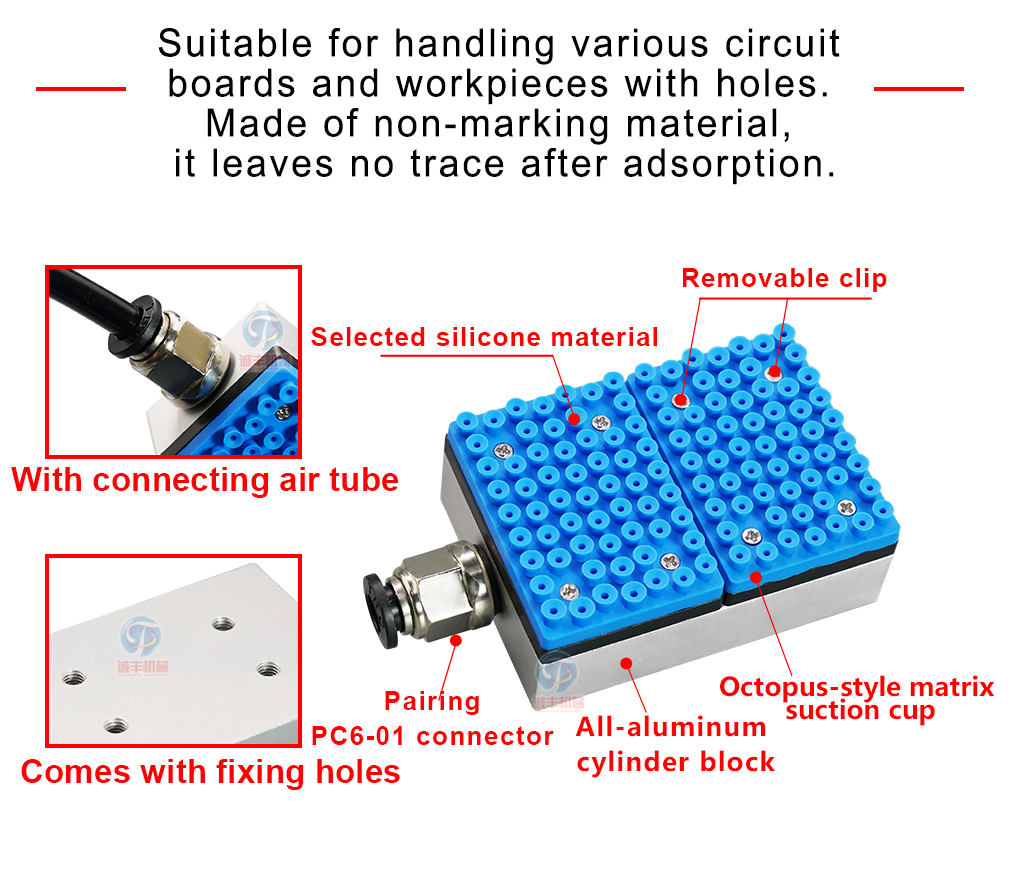
Vi erstattet standardgummi med ekstremt myke sugerør i matkvalitetsilikon (Shore A 30-hardhet) for å eliminere overfladeskader. Disse koplene tilpasser seg ujevne PCB-overflater uten å anvende overdreven trykk, og sikrer at det ikke oppstår skraper på loddemasker eller kobber. De tåler også temperaturer opp til 180°C, noe som gjør dem sikre å bruke etter lodding (som etter reflowovner), og de motstår loddeflux og rengjøringsmidler – i motsetning til gummikopper som blir harde og brytes ned etter bare 3 måneders bruk.
Etter overgangen til våre silikonglasser falt kundens elektronikkbedrifts kasserate for kosmetiske skader til 0,8 % – en forbedring på 89 %.
Problemområde 3: Feiljustering og falt PCB-er (variable kretskortstørrelser)
PCB-produksjonslinjer bytter ofte mellom størrelser: ett parti med 100x150 mm stive kretskort, så et annet parti med 50x80 mm fleksible kretskort. Standard grepere krever manuell omposisjonering av glassene, noe som tar 2–3 minutter per omstilling og øker faren for feiljustering (og falt utstyr). For produsenter som kjører flere partier daglig, kan dette utgjøre timer med tapt produksjonseffektivitet.
Løsningen: Matrise-stil sugdekopp-layout
Vår integrerte gripehodet har en 4x6-matrise med justerbare koppar (12 mm diameter hver) som eliminerer behovet for tidkrevende omposisjon. Matrisen dekker bordstørrelser fra 50x50 mm til 200x300 mm, og koppen låses på plass via en magnetisk base på bare 10 sekunder – mot 3 minutter for tradisjonelle gripehoder. I tillegg opprettholder designet en posisjoneringnøyaktighet på 0,1 mm, en viktig detalj for å justere PCB-er med plasseringsmaskiner og unngå feilplassering.
En kontraktprodusent som kjørte 8 forskjellige PCB-størrelser daglig, oppnådde en 95 % reduksjon i omstillingstid: fra 24 minutter/dag til bare 1,2 minutt, noe som frigjorde operatører til å fokusere på andre oppgaver.
Problem 4: Kjedelige gripehoder som blokkerer automatiserte linjer
Tradisjonelle PCB-klyper kombinerer separate vakuumkompressorer, ventiler og rammer, noe som fører til en kronglete design som ikke passer i trange plasser - som mellom reflowovner og inspeksjonsstasjoner. En produsent av autokomponent-PCB-er som vi snakket med, måtte omkonstruere hele produksjonslinjen for å tilpasse en standardklype, et prosjekt som kostet 120 000 dollar og førte til produksjonsforsinkelser i 6 uker.
Løsningen: Sylinderskall i lettmetallegering
Vi konstruerte klypens kjerne med en lettmetallegeringssylinder (6061-T6-kvalitet) for å løse problemer med plass og vekt. Dette materialet reduserer vekten med 40 % sammenlignet med stålrammer - 1,2 kg mot 2 kg for en klype på 200x300 mm - noe som gjør den kompatibel med små robotarme som Fanuc LR Mate 200iD. Aluminiumssylinderen integrerer også vakuumledningen direkte i konstruksjonen, noe som eliminerer eksterne slanger og ventiler som skaper rot i anlegget. I tillegg motstår den korrosjon fra fabrikkens fuktighet og rengjøringsmidler, og har en levetid på 5 år - dobbel så lang som stålrammer.
Bilprodusenten unngikk en kostbar linjerevisjon helt; nå passer griperen i rom så smale som 150 mm, og holder den automatiserte arbeidsflyten i gang.
Problem 5: Langsom vakuumrespons (forsinker produksjonen)
Ved håndtering av høyhastighets-PCB-linjer (30+ plater/minutt) kan til og med en 0,5 sekunders forsinkelse i vakuumaktivering føre til flaskehals. Standard griperne bruker 0,8–1 sekund på å bygge opp trykk – for sakte for hurtiggående linjer som er avhengige av jevn produksjon. En produsent av smartphone-PCB fortalte oss at denne forsinkelsen begrenset linjehastigheten til 32 plater/minutt, godt under målet på 40.
Løsningen: Alt-i-en-integrasjon
Ved å kombinere tilbakeslagsventiler, vakuummanifolden og sugerørene til en enkelt enhet, eliminerte vi luftstrømningsbegrensninger som bremser tradisjonelle gripehåndtak. Resultatet er vakuumaktivering på bare 0,15 sekunder – raskt nok til å følge med 45-plater/minutt linjer. Aluminiumssylinderen spiller også en rolle her: den leder varmen effektivt bort, og sikrer at det ikke oppstår trykkfall under kontinuerlig bruk, selv etter 8 timer med uavbrutt drift.
Etter at vår integrerte gripehånd ble satt i drift, nådde produsenten av smartphone PCB-er sitt mål og mer – økte linjehastigheten med 25 %, fra 32 til 40 plater/minutt, uten å legge til et eneste minutt med driftsstopp.
Hvordan Velge Riktig Integrert Vakuum Sugerør til Dine PCB-er
Alle PCB-kort krever ikke samme håndteringsløsning – her er hvordan du kobler vår gripper til dine spesifikke behov. For HDI- eller porøse PCB-kort, bør du prioritere modeller med avanserte porøse sjekkventiler, som vår PCB-VAC-46P, som er svært effektiv til å forsegla luftlekkasjer fra viaer. Hvis du arbeider med fleksible eller tynne PCB-kort (tynnere enn 0,3 mm), bør du velge en modell med matgradsilikonkopper og lavtrykksmodus, som PCB-VAC-46S, for å beskytte skjøre overflater.
For linjer som bytter mellom flere PCB-størrelser daglig, er PCB-VAC-46M ideell – den har matrisekopp-layout med magnetlås for rask, verktøysfri omposisjon. Og hvis du prioriterer produksjon i høy hastighet, gir PCB-VAC-46H den raskeste vakuumresponsen, og sikrer at din linje klarer til og med de mest krevende produksjonstallene.
Se det i aksjon: Be om en gratis PCB-test
Ta ikke bare vort ord for det – send oss et prøvestykke av din mest utfordrende PCB (stiv, fleksibel eller porøs), og vi tester den med vår integrerte vakuum sugdekopp. Vi deler en video av testen, samt en egendesignet effektivitetsrapport som viser nøyaktig hvor mye avfall og nedetid du kan spare ved å bytte.
«Vi pleide å bruke 2 timer/dag på å sortere PCB-er som var krasjet eller truffet. Nå? Den tiden er borte – takket være silikondekkene og sjekkventilene. Det er den første griperen som faktisk «skjønner» PCB-håndtering.» — Mark Chen, produksjonsleder i en global PCB-producent
Innholdsfortegnelse
- Problem 1: Vakuumlekkasje på porøse PCB-er (f.eks. høydensitetsinterkoblingskort)
- Problemområde 2: Kratser på PCB-overflater (kobberbaner, loddmasker)
- Problemområde 3: Feiljustering og falt PCB-er (variable kretskortstørrelser)
- Problem 4: Kjedelige gripehoder som blokkerer automatiserte linjer
- Problem 5: Langsom vakuumrespons (forsinker produksjonen)
- Hvordan Velge Riktig Integrert Vakuum Sugerør til Dine PCB-er
- Se det i aksjon: Be om en gratis PCB-test