
Საბეჭდი სქემების წარმოებისას, უმცირესი შეცდომაც კი შესაძლოა წარმოების შეჩერებას გამოიწვიოს: დახატული სამუშაო მარშრუტის დაზიანება, საშუშის დაჭერის დარღვევა ან არასწორად მიმაგრებული საშუში, რომელიც დაკარგავს 0.2 მმ-იან მოქნილ საბეჭდ სქემას. ტრადიციული საშუშის მიმაგრებელი მოწყობილობები – ცალკე მდებარე კლაპანებით, მოცულობიანი ჩარჩოებით და ერთი ზომის საშუშის მიმაგრების სისტემებით – ხშირად აუარესებს ამ პრობლემებს, რაც იწვევს 8-12%-იან დანაკარგს და ხარჯოვან შეჩერებებს.
Ამიტომ ჩვენ შევქმენით PCB სადგურის ინტეგრირებული ვაკუუმური მუხლები – ერთიანი ამონახსნი, რომელიც შექმნილია მკვრივი, მოქნილი და მრავალფენიანი საბეჭდი სქემების მართვის უნიკალური გამოწვევების გასადაჭრელად. ამ ბლოგში განვიხილავთ, თუ როგორ ამოხსნიან მისი ძირითადი შესაძლებლობები – პოროზული შემოწმების კლაპანები, მატრიცული საშუშის მიმაგრება, ალუმინის ცილინდრები და დახატვისგან დაცული სილიკონი – საბეჭდი სქემების მართვის ხუთ ძირითად პრობლემას.

Პრობლემა 1: საშუშის წნევის დანაკარგი პოროზულ საბეჭდ სქემებზე (მაგალითად, მაღალი სიმკვრივის საბეჭდი სქემები)
Მაღალი სიმკვრივის ინტერკონექტის (HDI) სამუშაო სქემები და სამუშაო ზეთები თერმული განვლით (0.1-0.3 მმ ხვრელებით) სიტუაციას ქმნის სტანდარტული შენოს მუხლებისთვის. ჰაერი გამოდის ხვრელებიდან, რაც სავალდებულოა ვაკუუმის წნევის ამაღლება, რასაც საფრთხე ემუქრება სამუშაო ზეთის დასარტყამს ან სახილების დაზიანებას, როგორიცაა SMD ჩიპები. ჩვენი კლიენტებიდან ერთ-ერთი, სამედიცინო მოწყობილობების სამუშაო სქემების დამზადებელი, ყოველთვიურად აკარგავს 9%-ს HDI სამუშაო ზეთების დაკარგვას ჰაერის დაგროვების გამო.
Ამონახსნი: ინტეგრირებული ხვრელიანი საბრუნე კლაპანები
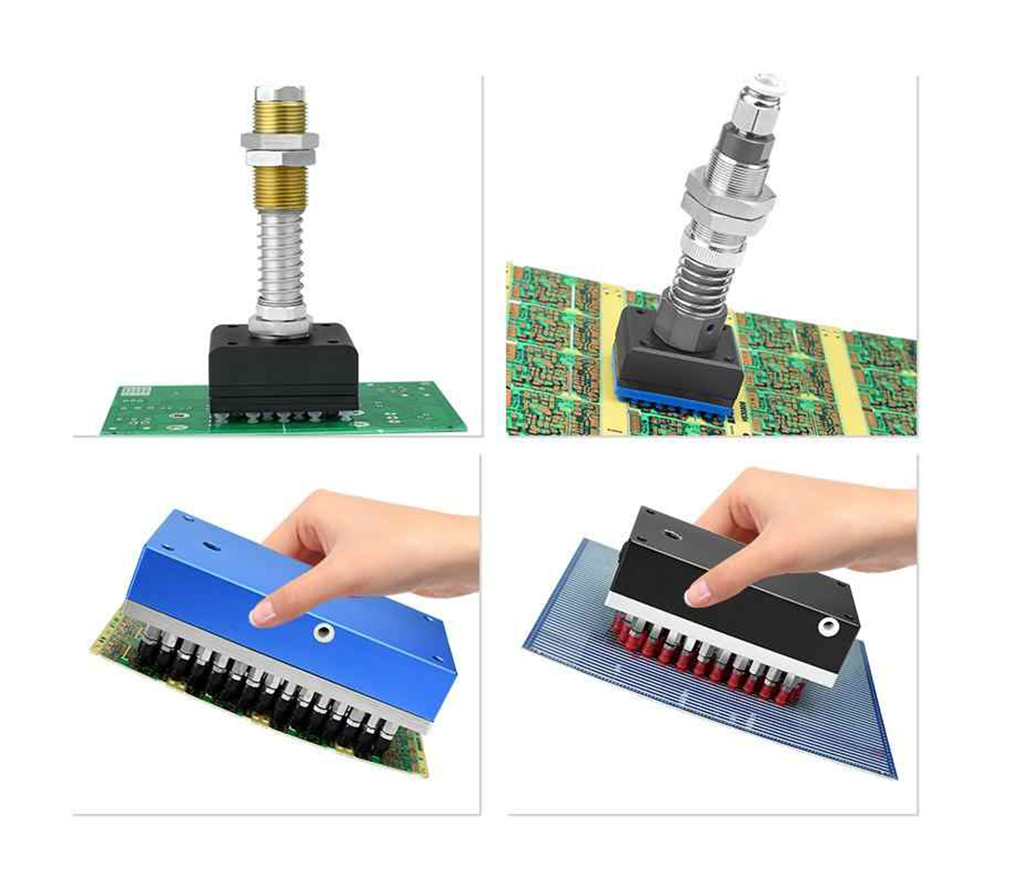
Ჩვენი შენოს მუხლები შეიცავს ჩაშენებულს Სამუშაო სქემებისთვის განკუთვნილ ხვრელიან საბრუნე კლაპანებს რომლებიც იკეტებს ცალკეულ მუხლის კამერებს იმ მომენტში, როდესაც ჰაერი გამოიანგარიშება. მატრიცის თითოეული მუხლი მოქმედებს როგორც დამოუკიდებელი ერთეული – თუ ერთი მუხლი ფარავს განვლას ან ხვრელს, მისი საბრუნე კლაპანი თავისუფალად იკეტება, რათა თავიდან აიცილოს ჰაერის გადახურვა მთელ მჭიდროდ. არ საჭიროებს გარე კლაპანებს ან წნევის ხელით გაადjustებას: სისტემა ერთობლივად ერგება ხვრელების სიმკვრივეს (5-20 ხვრელი/სმ²) მხოლოდ 0.05 წამში.
Სამედიცინო საშენი სადგურის კლიენტმა დაინახა მშვიდი შედეგები: ორი კვირის განმავლობაში დანახარჯთან დაკავშირებული დანახარჯი შეადგინა 1.2%, რაც თვეში 36 000 დოლარის დახმარებას უწევს მასალების ხარჯებში.
Პრობლემა 2: ნაკვეთები სადგურის ზედაპირზე (სამუშაო ნაკვეთები, პასატიჟის დამაგრება)
Თუნდაც მაგარი რეზინის საშენი ჭიქები შეიძლება დატოვოს ნიშნები პასატიჟზე ან დააზიანოს გამოჩენილი სამუშაო ნაკვეთები, განსაკუთრებით თუ მუშაობთ თხელ მოქნილ სადგურებზე (0.1-0.3 მმ სისქის). მომხმარებელთა ელექტრონიკის მწარმოებელმა, რომელთან ვიმუშავეთ, გვეუბნა, რომ ისინი აგდებდნენ დაფების 7%-ს მხოლოდ კოსმეტიკური დაზიანების გამო - მათ შორის უმეტესობა საშენი ჭიქების ხახუნის გამო.
Ამონახსნი: საკვების სახის სილიკონის საშენი ჭიქები
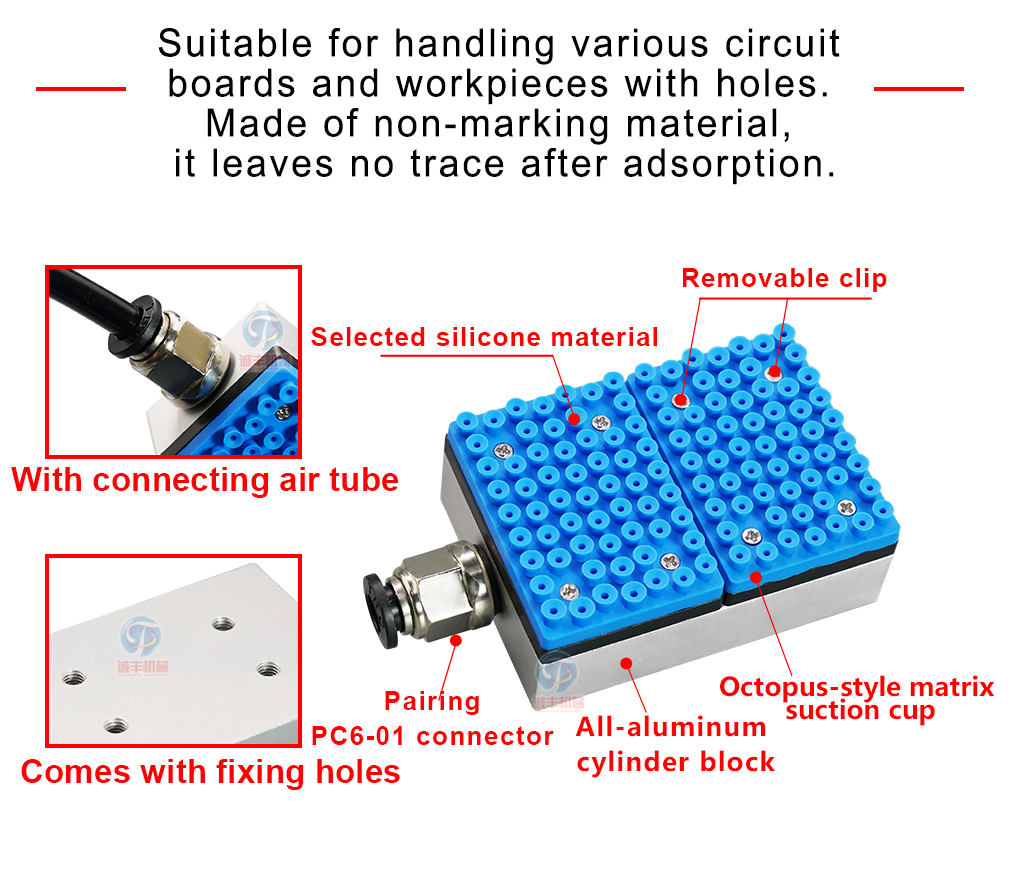
Ჩვენ ჩვეულებრივი რეზინის შევცვალეთ ძალიან მაგარი, საკვების სახის სილიკონის ჭიქებით (Shore A 30 სიმკვრივის) ზედაპირის დაზიანების ასაცილებლად. ეს ბოჭკოები უზრუნველყოფს არათანაბარი PCB ზედაპირების შესაბამისობას ზედმეტი წნევის გარეშე, რაც უზრუნველყოფს ხაზების და სარგებლობის არამოსახერხებლობას. ისინი ასევე გაძლებენ ტემპერატურას 180°C-მდე, რაც უზრუნველყოფს უსაფრთხოებას პოსტ-პარკის დამუშავებისას (მაგალითად, რეფლოუ ღუმელების შემდეგ), და ასევე გამძლეა ფლუსისა და საწმენდი ხსნარების მიმართ, რაც არ ხდება რეზინის ბოჭკოების შემთხვევაში, რომლებიც მყარდებიან და იშლებიან უკვე 3 თვის განმავლობაში.
Ჩვენი სილიკონის ბოჭკოებზე გადასვლის შემდეგ მომხმარებელთა ელექტრონული საქონლის შემთხვევაში დანახარჯის მაჩვენებელი შემცირდა 0.8%-მდე — რაც გაუმჯობესებაა 89%.
Პრობლემა 3: გადახრა და დაკარგული PCB-ები (ცვალებადი ზომის დაფები)
PCB წარმოების ხაზები ხშირად ახორციელებენ ზომების შეცვლას: ერთი პარტიისთვის 100x150მმ მყარი დაფა, მეორე პარტიაში კი 50x80მმ მოქნილი დაფა. სტანდარტული მიმაგრებელი მოწყობილობები საჭიროებენ ბოჭკოების ხელით გადაადგილებას, რაც იღებს 2-3 წუთს თითო გადაყვანაზე და ზრდის გადახრის ალბათობას (და დაფების დაკარგვას). მწარმოებლებისთვის, რომლებიც დღეში რამდენიმე პარტიას უშვებენ, ეს დრო იკრიბება და წარმოადგენს დაკარგულ საშუალებებს.
Რემონტი: მატრიცული სტილის შეღწევადი ბორცვების განლაგება
Ჩვენი ინტეგრირებული გრიპერის აქვს 4x6 მატრიცა გადაადგილებადი ჭიქებით (თითოეულის დიამეტრი 12 მმ), რაც ამოწმებს ხანგრძლივი პოზიციონირების საჭიროებას. მატრიცა მოიცავს დაფების ზომებს 50x50 მმ-დან 200x300 მმ-მდე და ბორცვები დაბლოკდება მაგნიტური ბაზის მეშვეობით მხოლოდ 10 წამში, შედარებით 3 წუთით ტრადიციული გრიპერებისთვის. გარდა ამისა, დიზაინი ინარჩუნებს 0.1 მმ პოზიციონირების სიზუსტეს, რაც არის მნიშვნელოვანი დეტალი სამუშაო ადგილების დასამუშავებლად და შეცდომების თავიდან ასაცილებლად.
Კონტრაქტული მწარმოებელი რომელიც ყოველდღიურად ამუშავებს 8 სხვადასხვა ზომის PCB-ს, შეამცირა გადატვირთვის დრო 95%-ით: დღიური 24 წუთიდან მხოლოდ 1.2 წუთამდე, რითაც გაათავისუფლა ოპერატორები სხვა ამოცანების შესასრულებლად.
Პრობლემა 4: მოცული გრიპერები ავტომატური ხაზების დაბლოკვაში
Ტრადიციული PCB გრიპერები აერთიანებს ცალკეულ ვაკუუმურ პუმპებს, კლაპანებს და ჩარჩოებს, რის შედეგადაც იქმნება მოცული დიზაინი, რომელიც ვერ იტევს იმ ადგილებში, სადაც არის შეზღუდული სივრცე — მაგალითად, რეფლოუ ღუმბებსა და ინსპექციის სადგურებს შორის. ჩვენთან საუბრისას ერთმა ავტომობილის PCB მწარმოებელმა მოგვიანებული იწვია, რომ სტანდარტული გრიპერის გასაფენად მათ მთელი ხაზის ხელახლა დაგეგმვა მოუწიოთ, რაც 120,000 დოლარი დაუჯდათ და გამოწვეული იქნა წარმოების დაგვიანება 6 კვირით.
Ამონახსნი: ალუმინის შენადნობის ცილინდრის სხეული
Ჩვენ გრიპერის ბირთვი ავაწყეთ ალუმინის შენადნობის ცილინდრისგან მსუბუქი ალუმინის შენადნობის ცილინდრით (6061-T6 ხარისხი) რომ გავუმკლავდეთ სივრცისა და წონის პრობლემებს. ეს მასალა წონას 40%-ით ამცირებს ფოლადის ჩარჩოებთან შედარებით — 1.2 კგ 200x300 მმ გრიპერისთვის 2 კგ-ის ნაცვლად — რაც უზრუნველყოფს მის თავსებას პატარა რობოტის მუხლებთან, როგორიცაა Fanuc LR Mate 200iD. ალუმინის ცილინდრის სტრუქტურაში პირდაპირ განთავსებულია ვაკუუმური კოლექტორი, რის გამოც ამოღებულია გარე შლანგების ან კლაპანების საჭიროება, რომლებიც ხაზებს აბინძურებენ. გარდა ამისა, ის მდგრადია საწარმოში ტენიანობისა და საწმენდი საშუალებების მიმართ, ხოლო მისი სიცოცხლის ხანგრძლივობა 5 წელია — რაც გაორმაგებულია ფოლადის ჩარჩოებთან შედარებით.
Საავტომობილო კლიენტმა მთლიანად მოახერხა ხარჯიანი ხაზის ხელახლა დიზაინის ასართავი; ახლა ისინი მოათავსებენ გრიპერს სივრცეებში, რომლებიც მხოლოდ 150 მმ-ია, რითაც ავტომატური სამუშაო პროცესი სწორ გზაზე რჩება.
Პრობლემა 5: ნელი ვაკუუმური პასუხი (წარმოების გადახვევა)
Როცა მაღალსიჩქარიანი PCB ხაზების (30+ დაფა/წუთში) მართვას უმასპინძლებთ, 0.5 წამიანი ვაკუუმის აქტივაციის დაგვიანებაც კი შეიძლება გამოწვეული იყოს ბოდლის ადგილები. სტანდარტული გრიპერებს სჭირდებათ 0.8-1 წამი წნევის შესაქმნელად - ძალიან ნელა სწრაფად მოძრავი ხაზებისთვის, რომლებიც დამოუკიდებელი გამოტანის სიჩქარეზე დამოკიდებულია. სმარტფონის PCB მწარმოებელმა გვითხრა, რომ ეს დაგვიანება შეზღუდავდა მათ ხაზის სიჩქარეს 32 დაფა/წუთში, რაც მათი 40-ის სამიზნე მაჩვენებელზე ბევრად დაბლა იყო.
Ამონახსნი: ერთიანი ინტეგრაცია
Ჩვენ გავაერთიანეთ საშენი კლაპანები, ვაკუუმური კოლექტორი და თასები ერთ მოწყობილობაში, რამაც ამოვიღო ჰაერის ნაკადის შეზღუდვები, რომლებიც უფრო ნელა ხდის ტრადიციულ გრიპერებს. შედეგად, ვაკუუმის აქტივაცია ხდება მხოლოდ 0.15 წამში - საკმარისად სწრაფი იმ ხაზების მასტავებლად, რომლებიც წუთში 45 დაფას ამუშავებენ. ალუმინის ცილინდრი ასევე ასრულებს თავის როლს: იგი ეფექტურად გაანაწილებს სითბოს, რაც უზრუნველყოფს წნევის დაცემის არ არსებობას უწყვეტი გამოყენებისას, მიუხედავად იმისა, რომ 8 საათი მუშაობს გაწყვეტილების გარეშე.
Ჩვენი ინტეგრირებული გრიპერის განხორციელების შემდეგ, სმარტფონის დაფის მწარმოებელმა მიაღწია მიზნებს და მათ გადაცილა - ხაზის სიჩქარის გაზრდა წუთში 32-დან 40 დაფამდე, 25%-ით, დამატებითი დამოკიდებულების დროის დამატების გარეშე.
Როგორ ავირჩიოთ სწორი ინტეგრირებული ვაკუუმური შენობის თასი თქვენი PCB-ებისთვის
Არ ყვება ყველა სამუშაო დაფის შესაბამისად ერთი და იგივე მოწყობილობა — აქ განსაზღვრულია თუ როგორ უნდა შეესაბამოთ თქვენი კონკრეტული მოთხოვნების შესაბამისად. HDI ან მასალებისთვის, რომლებიც შეიცავს ნაპრალებს, გამოიყენეთ მოდელები, რომლებზეც დამაგრებულია განვითარებული ნაპრალების შემოწმების კლაპანები, მაგალითად PCB-VAC-46P, რომელიც განკუთვნილია საჰაერო ჩანაგდომების დასახურად. თუ თქვენ მუშაობთ მოქნილ ან თხელ სამუშაო დაფებთან (0.3 მმ-ზე თხელები), აირჩიეთ მოდელი საკვებ სილიკონის ბოჭკოებით და დაბალი წნევის რეჟიმით, მაგალითად PCB-VAC-46S, რომელიც იცავს მგლუვი ზედაპირებს.
Ხაზებისთვის, რომლებიც დღის განმავლობაში რამდენიმე სამუშაო დაფის ზომას უცვლიან, PCB-VAC-46M იდეალურია — მას აქვს მატრიცული ბოჭკოების განლაგება და მაგნიტური დამკვრივები სწრაფი და ხელსაწყოების გარეშე გადაადგილებისთვის. ხოლო თუ მაღალი სიჩქარის წარმოება გაქვთ პრიორიტეტად, PCB-VAC-46H უზრუნველყოფს ყველაზე სწრაფ ვაკუუმის რეაგირებას, რათა თქვენი ხაზი გაუმკლავდეს მილიონობით მოთხოვნილ მოცულობას.
Ნახეთ მოქმედებაში: მოითხოვეთ უფასო სამუშაო დაფის ტესტი
Ნუ მხოლოდ ჩვენს სიტყვას მოუსმინებთ — გაგვიგზავნეთ თქვენი ყველაზე რთული საცდელი PCB-ს ნიმუში (მყარი, მოქნილი ან მარცხილი) და ჩვენ შეამოწმებთ იმ ინტეგრირებული საშუშე მილით, რომელიც ვაკუუმურ ათასის საშუალებით იმოქმედებს. ჩვენ გავაზიარებთ ტესტის ვიდეოს და მოგვაწოდებთ სპეციალურ ეფექტურობის ანგარიშს, რომელიც ზუსტად აჩვენებს, თუ რამდენად მნიშვნელოვანია დანახარჯებისა და დასვენების დროის შემცირება ამ გადართვის შედეგად.
„ადრე ჩვენ დრო ხარჯავდით დაზიანებული ან დაკარგული PCB-ების დასახურვაზე დღეში 2 საათის განმავლობაში. ახლა კი ეს დრო გადაკრებულია — სილიკონის ბოთლებისა და შემოწმების კლაპანების შესახებ მადლიერებით. ეს არის პირველი მოწყობილობა, რომელიც ნამდვილად „გესმით“ PCB-ების მომზადება.“ — მარკ ჩენი, პროდუქციის მენეჯერი მსოფლიო PCB მწარმოებელთან
Სარჩევი
- Პრობლემა 1: საშუშის წნევის დანაკარგი პოროზულ საბეჭდ სქემებზე (მაგალითად, მაღალი სიმკვრივის საბეჭდი სქემები)
- Პრობლემა 2: ნაკვეთები სადგურის ზედაპირზე (სამუშაო ნაკვეთები, პასატიჟის დამაგრება)
- Პრობლემა 3: გადახრა და დაკარგული PCB-ები (ცვალებადი ზომის დაფები)
- Პრობლემა 4: მოცული გრიპერები ავტომატური ხაზების დაბლოკვაში
- Პრობლემა 5: ნელი ვაკუუმური პასუხი (წარმოების გადახვევა)
- Როგორ ავირჩიოთ სწორი ინტეგრირებული ვაკუუმური შენობის თასი თქვენი PCB-ებისთვის
- Ნახეთ მოქმედებაში: მოითხოვეთ უფასო სამუშაო დაფის ტესტი