
Pour les fabricants de PCB, même la moindre erreur de manipulation peut interrompre la production : une piste en cuivre rayée, une plaque poreuse qui ne retient pas le vide, ou encore une ventouse mal alignée qui laisse tomber un PCB flexible de 0,2 mm d'épaisseur. Les ventouses à vide traditionnelles — avec leurs vannes séparées, leurs cadres encombrants et leurs ventouses universelles — aggravent souvent ces problèmes, entraînant un taux de rebut de 8 à 12 % et des coûts importants dus à l'arrêt de la ligne.
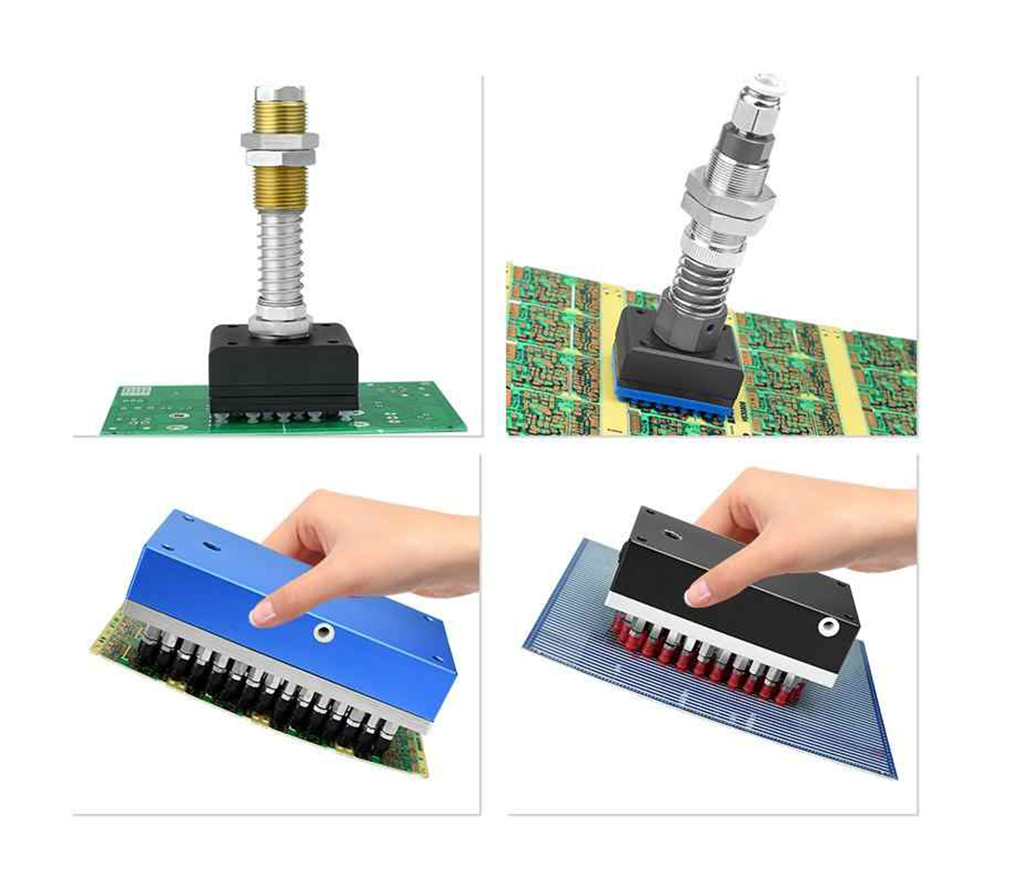
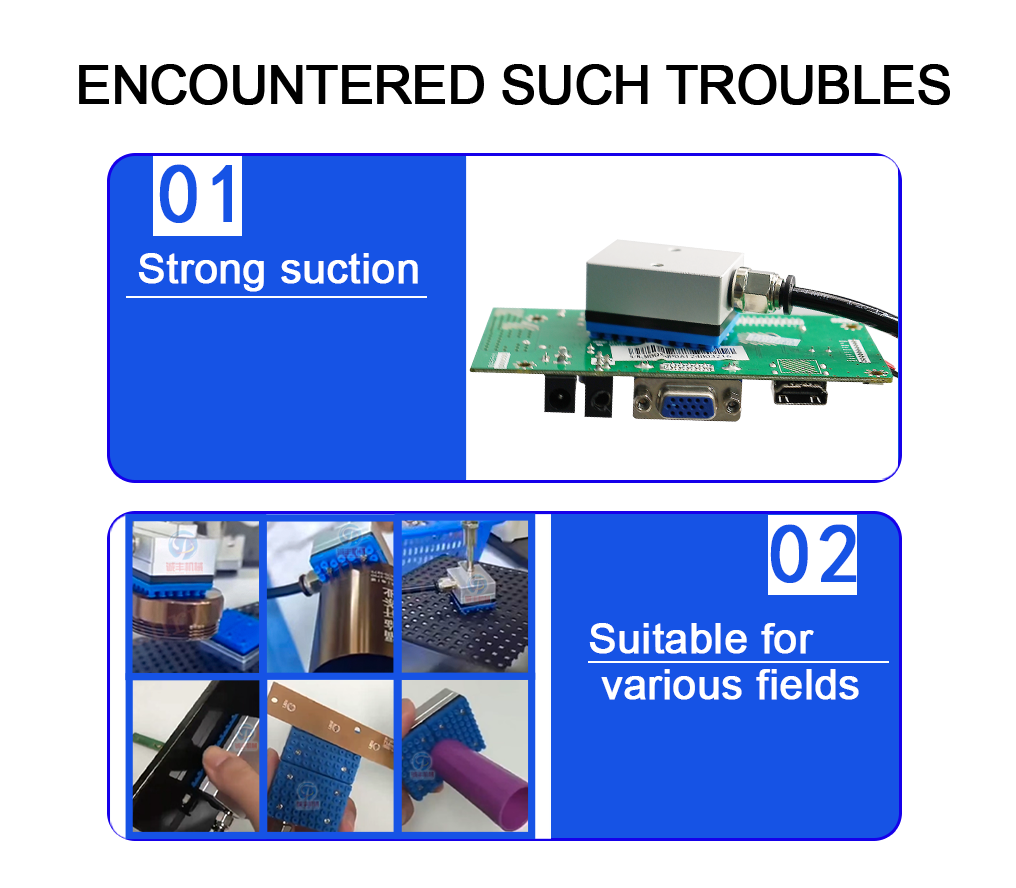
C'est pourquoi nous avons conçu notre Ventouses intégrées à vide pour cartes de circuits imprimés (PCB) — une solution tout-en-un conçue pour répondre aux défis spécifiques liés à la manipulation des PCB rigides, flexibles et multicouches. Dans cet article, nous expliquons comment ses fonctionnalités clés — vannes de contrôle poreuses, ventouses en matrice, cylindres en alliage d'aluminium et silicone sans traces — résolvent les 5 principaux problèmes de manipulation des PCB.

Problème N°1 : Fuites de Vide sur les PCB Poreux (ex. Cartes à Interconnexions Haute Densité)
Les circuits imprimés à interconnexions à haute densité (HDI) et les cartes avec vias thermiques (trous de 0,1 à 0,3 mm) représentent un cauchemar pour les ventouses standard. L'air s'échappe par les pores, vous obligeant à augmenter la pression du vide, ce qui risque de déformer la carte ou d'endommager des composants délicats tels que les circuits intégrés SMD. L'un de nos clients, fabricant de cartes électroniques pour le médical, perdait mensuellement 9 % de ses cartes HDI à cause de chutes liées aux fuites.
La solution : Vannes de non-retour poreuses intégrées
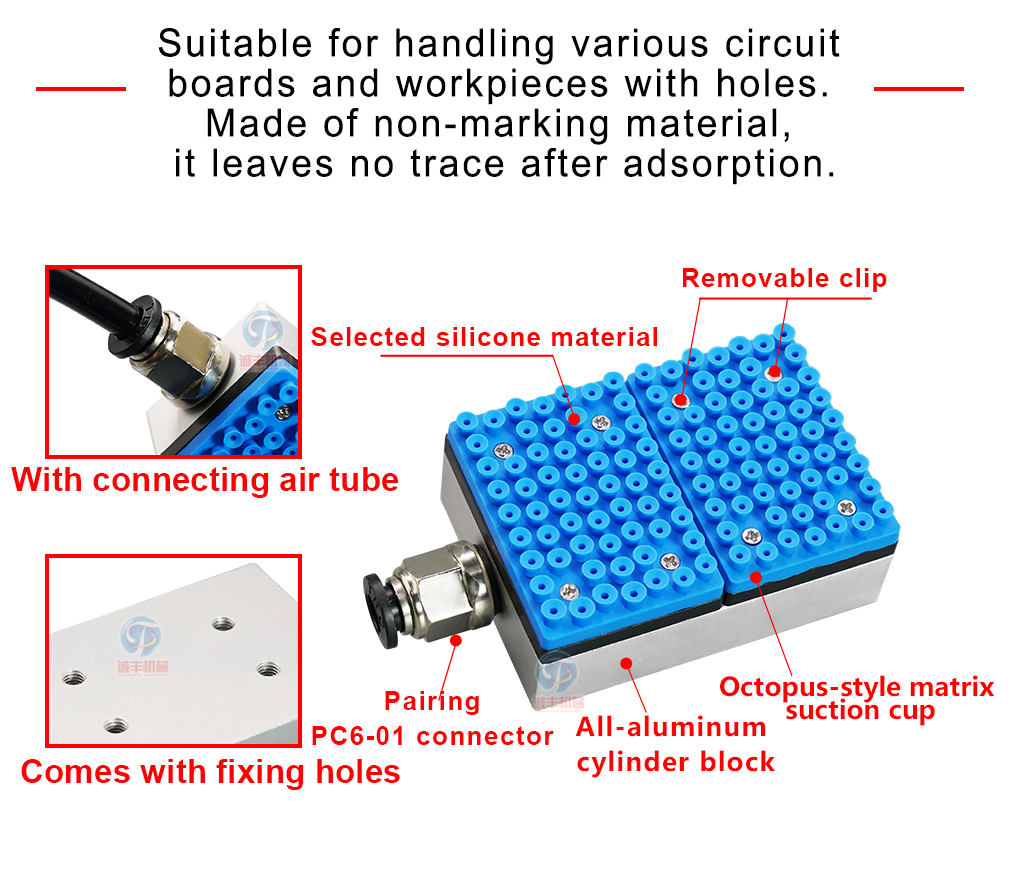
Nos ventouses intègrent Des vannes de non-retour poreuses spécifiques aux cartes électroniques qui ferment hermétiquement les chambres individuelles des ventouses dès qu'une fuite d'air est détectée. Chaque ventouse de la matrice agit comme une unité indépendante : si une ventouse recouvre une via ou un trou, sa vanne de non-retour se ferme automatiquement, empêchant l'air de fuir à travers l'ensemble du préhenseur. Il n'est pas nécessaire non plus de recourir à des vannes externes ou à des ajustements manuels de pression : le système s'adapte à la densité des trous (de 5 à 20 trous/cm²) en seulement 0,05 seconde.
Le client du PCB médical a constaté des résultats immédiats : il a réduit les rebuts liés aux fuites à 1,2 % en 2 semaines, économisant 36 000 $ par mois sur les coûts de matériel.
Point douloureux 2 : Rayures sur les surfaces des PCB (pistes en cuivre, masques à souder)
Même les ventouses en caoutchouc doux peuvent laisser des marques sur les masques à souder ou rayer les pistes en cuivre exposées, en particulier lors de la manipulation de PCB souples fins (d'une épaisseur de 0,1 à 0,3 mm). Un fabricant d'électronique grand public avec lequel nous avons travaillé nous a indiqué qu'il rejetait 7 % des cartes uniquement en raison de dommages cosmétiques, dus principalement à la friction des ventouses.
La solution : Ventouses en silicone alimentaire
Nous avons remplacé le caoutchouc standard par des ventouses ultra-douces en silicone alimentaire (Dureté Shore A 30) afin d'éliminer les dommages à la surface. Ces ventouses s'adaptent aux surfaces de PCB irrégulières sans exercer de pression excessive, garantissant ainsi qu'aucune rayure ne soit causée aux masques à souder ou au cuivre. Elles résistent également à des températures allant jusqu'à 180°C, ce qui les rend sûres à utiliser lors de manipulations post-soudure (telles que celles après fours de refusion), et résistent également aux flux et solvants de nettoyage, contrairement aux ventouses en caoutchouc qui durcissent et se dégradent après seulement 3 mois d'utilisation.
Après le passage à nos ventouses en silicone, le taux de rebut cosmétique du client du secteur de l'électronique grand public est tombé à 0,8 %, soit une amélioration de 89 %.
Point douloureux 3 : Défauts d'alignement et chutes de PCB (Tailles de cartes variables)
Les lignes de production de PCB passent souvent d'une taille à l'autre : une carte rigide de 100x150 mm pour un lot, une carte souple de 50x80 mm pour le suivant. Les pinces standard nécessitent un repositionnement manuel des ventouses, ce qui prend 2 à 3 minutes par changement et augmente le risque de décalage (et de chutes de cartes). Pour les fabricants qui produisent plusieurs lots par jour, cela représente plusieurs heures de perte de productivité.
La solution : disposition des ventouses en style matriciel
Notre préhenseur intégré comprend matrice 4x6 de coupelles réglables (12 mm de diamètre chacune) qui élimine la nécessité de repositionner les ventouses de manière fastidieuse. La matrice couvre des tailles de plaques allant de 50x50 mm à 200x300 mm, et les ventouses se fixent en place grâce à une base magnétique en seulement 10 secondes, contre 3 minutes pour les préhenseurs traditionnels. De plus, la conception maintient une précision de positionnement de 0,1 mm, un détail essentiel pour aligner correctement les PCB avec les machines de pose et éviter les erreurs de placement.
Un fabricant sous contrat qui utilise 8 tailles différentes de PCB par jour a réduit de 95 % le temps de changement : passant de 24 minutes/jour à seulement 1,2 minute, libérant ainsi les opérateurs pour se concentrer sur d'autres tâches.
Problème 4 : Préhenseurs encombrants obstruant les lignes automatisées
Les pinces à PCB traditionnelles combinent des pompes à vide, des vannes et des cadres séparés, ce qui entraîne un design encombrant ne pouvant pas s'adapter aux espaces restreints, comme entre les fours de refusion et les postes d'inspection. Un fabricant automobile de PCB que nous avons interrogé a dû redessiner toute sa ligne de production pour intégrer une pince standard, un projet qui a coûté 120 000 dollars et retardé la production de 6 semaines.
La Solution : Corps du Cylindre en Alliage d'Aluminium
Nous avons construit le cœur de la pince avec un cylindre léger en alliage d'aluminium (qualité 6061-T6) pour résoudre les problèmes d'espace et de poids. Ce matériau réduit le poids de 40 % par rapport aux cadres en acier — 1,2 kg contre 2 kg pour une pince de 200x300 mm — ce qui la rend compatible avec les petits bras robotiques comme le Fanuc LR Mate 200iD. Le cylindre en aluminium intègre également le collecteur de vide directement dans sa structure, éliminant les tuyaux ou vannes externes qui encombrent la ligne. De plus, il résiste à la corrosion causée par l'humidité et les produits chimiques de nettoyage en usine, avec une durée de vie de 5 ans — le double de celle des cadres en acier.
Le client automobile a évité une refonte coûteuse de la chaîne de production ; désormais, ils installent la pince dans des espaces aussi étroits que 150 mm, maintenant leur flux de travail automatisé sur la bonne voie.
Point de Friction 5 : Réponse du Vide Lente (Retardant la Production)
Lors de la manipulation de lignes de circuits imprimés à grande vitesse (plus de 30 cartes/minute), un retard de 0,5 seconde dans l'activation du vide peut provoquer des goulots d'étranglement. Les pinces standard mettent entre 0,8 et 1 seconde pour établir la pression — trop lent pour des lignes rapides dépendant d'un débit constant. Un fabricant de cartes mères pour smartphones nous a indiqué que ce retard limitait la vitesse de leur ligne à 32 cartes/minute, bien en deçà de leur objectif de 40.
La Solution : Intégration Tout-en-Un
En combinant des clapets de non-retour, le collecteur de vide et les ventouses en une seule unité, nous avons éliminé les restrictions de débit d'air qui ralentissent les préhenseurs traditionnels. Le résultat est une activation du vide en seulement 0,15 seconde — suffisamment rapide pour suivre des lignes de 45 cartes/minute. Le cylindre en aluminium joue également un rôle ici : il dissipe efficacement la chaleur, garantissant ainsi aucune chute de pression pendant une utilisation continue, même après 8 heures de fonctionnement ininterrompu.
Après avoir mis en œuvre notre préhenseur intégré, le fabricant de cartes mères de smartphones a atteint — et même dépassé — son objectif, augmentant la vitesse de la ligne de 25 %, passant de 32 à 40 cartes/minute, sans ajouter une seule minute d'arrêt.
Comment Choisir la Bonne Ventouse à Vide Intégrée pour Vos Cartes Mères
Toutes les cartes PCB ne nécessitent pas la même solution de manipulation—voici comment adapter notre préhenseur à vos besoins spécifiques. Pour les cartes PCB HDI ou poreuses, privilégiez les modèles équipés de clapets de contrôle poreux avancés, comme notre modèle PCB-VAC-46P, qui excelle dans l'étanchéité des fuites d'air provenant des vias. Si vous travaillez avec des cartes flexibles ou très minces (moins de 0,3 mm d'épaisseur), optez pour un modèle équipé de ventouses en silicone alimentaire et d'un mode basse pression, comme le PCB-VAC-46S, afin de protéger les surfaces délicates.
Pour les lignes qui passent quotidiennement d'une taille de carte PCB à une autre, le PCB-VAC-46M est idéal—il dispose d'un agencement matriciel des ventouses avec verrouillage magnétique permettant un repositionnement rapide et sans outil. Et si votre priorité est une production à grande vitesse, le PCB-VAC-46H offre la réponse sous vide la plus rapide, garantissant ainsi que votre ligne suive même les objectifs de productivité les plus exigeants.
Voyez-le en action : Demandez un test gratuit sur votre carte PCB
Ne vous fiez pas seulement à nos dires : envoyez-nous un échantillon de votre PCB le plus difficile à manipuler (rigide, flexible ou poreux), et nous le testerons avec notre ventouse intégrée à vide. Nous vous partagerons une vidéo du test, ainsi qu’un rapport d’efficacité personnalisé détaillant exactement combien de déchets et d’arrêts vous pourriez économiser en passant à notre solution.
« Avant, nous passions 2 heures par jour à trier des PCB rayés ou tombés. Aujourd’hui ? Ce temps est éliminé — grâce aux ventouses en silicone et aux clapets de sécurité. C’est le premier préhenseur qui comprend vraiment la manipulation des PCB. » — Mark Chen, responsable de production chez un fabricant mondial de PCB
Table des matières
- Problème N°1 : Fuites de Vide sur les PCB Poreux (ex. Cartes à Interconnexions Haute Densité)
- Point douloureux 2 : Rayures sur les surfaces des PCB (pistes en cuivre, masques à souder)
- Point douloureux 3 : Défauts d'alignement et chutes de PCB (Tailles de cartes variables)
- Problème 4 : Préhenseurs encombrants obstruant les lignes automatisées
- Point de Friction 5 : Réponse du Vide Lente (Retardant la Production)
- Comment Choisir la Bonne Ventouse à Vide Intégrée pour Vos Cartes Mères
- Voyez-le en action : Demandez un test gratuit sur votre carte PCB